Способ удаления облоя с поверхности
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависимое от авт. свидетельства №
Заявлено 21,Х11.1966 (№ 1120144j26-9) с присоединением заявки №
УДК 678.029.77(088.8) Приоритет
Опубликовано 29.XII.1967. Бюллетень № 3
Комитет по делам изобретений и открытий при Совете Министров
Дата опубликования описания 16.II 1968
СПОСОБ УДАЛЕНИЯ ОБЛОЯ С ПОВЕРХНОСТИ
ЭЛЕКТРОКОНТАКТНЫХ ЭЛЕМЕНТОВ, ОПРЕССОВАННЫХ
Известен способ удаления облоя с поверхностей электроконтактных элементов, опрессованных термореактивной смолой, заключающийся в том, что поверхность элементов до опрессовки покрывают защитным слоем, а облой удаляют с поверхности защитного слоя после опрессовки. Однако этот способ требует применения механических средств для зачистки поверхности элементов.
По описываемому способу для упрощения процесса удаления облоя до нанесения защитного слоя элементы подвергают пассивированию, а в качестве защитного слоя используют слой суспензии углекислого кальция в жидком стекле. Удаление облоя производят растворением защитного слоя, например, в растворе органических кислот при воздействии ультразвуковых колебаний. Для изготовления суспензии в жидкое стекло с удельным весом
1,3 вводят 25 — 30% мелкодисперсного углекислого кальция.
Удаление защитного слоя вместе с облоем после опрессовки может быть произведено в
1 — 2%-ном растворе уксусной или щавелевой кислоты.
Способ удаления облоя с поверхности электроконтактных элементов, опрессованных термореактивной смолой, основанный на покрыj0 тии поверхности элементов до опрессовки защитным слоем и удалении облоя с поверхности защитного слоя после опрессовки, отличаюи1ийся тем, что, с целью упрощения процесса удаления облоя до нанесения защитно15 го слоя элементы подвергают пассивированию, в качестве защитного слоя используют слой суспензии углекислого кальция в жидком стекле, а удаление облоя производят растворением защитного слоя, например, в раство20 ре органических кислот при воздействии ультразвуковых колебаний.
10 способов удаления заусенцев на металле
Появление заусенцев значительно снижает стандарт качества металлических заготовок, поэтому их необходимо предотвращать или удалять.
Самый простой способ удаления заусенцев включает следующие 10 перечисленных методов:
Удаление заусенцев вручную

Оператор использует напильник, наждачную бумагу и другой инструмент для полировки заготовки и удаления заусенцев.
Этот метод требует не очень высокой технической квалификации работников. Он подходит для изделий с небольшим количеством заусенцев и простой структурой изделия.
Поэтому он также широко используется на предприятиях общего профиля для удаления заусенцев. Напильники делятся на два типа: искусственные и пневматические.
Стоимость ручного напильника дороже, эффективность удаления заусенцев не очень высокая, и трудно удалить сложное поперечное отверстие.
Снятие заусенцев с помощью вырубного станка
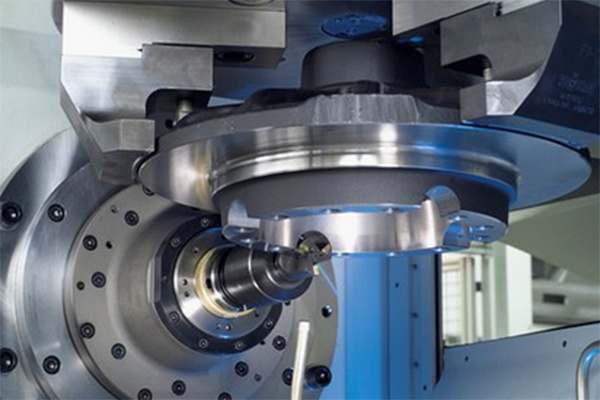
Удаление заусенцев осуществляется методом изготовления пуансонной формы, обрабатываемой на вырубном станке.
Вырубной штамп требует определенного количества грубых и тонких заготовок, также может потребоваться изготовление штампа для снятия заусенцев.
Подходит для простых изделий, эффективность и эффект удаления заусенцев лучше, чем при использовании ручного метода.
Снятие заусенцев путем шлифования

Метод удаления заусенцев с помощью вибрации, пескоструйной обработки и ролика, широко используется на предприятиях.
Проблема удаления заусенцев шлифованием заключается в том, что иногда область удаления получается не очень чистой и может потребовать последующей ручной обработки или других способов удаления заусенцев.
Этот метод подходит для массовых мелких изделий.
Удаление заусенцев путем замораживания

Это метод использования перепада температур для быстрого охрупчивания заусенцев, а затем распыления гранул для их удаления.
Замораживающий метод удаления заусенцев подходит для изделий с меньшей толщиной стенки грата и меньшей заготовки.
Цена всего оборудования немного высока, около 30,000-40,000 USD.
Удаление заусенцев путем термического взрыва
Этот метод также называют термическим снятием заусенцев, или снятием заусенцев взрывом.
Он заключается в том, чтобы пропустить часть газа в печь, а затем через определенную среду и условия газ мгновенно взрывается, используя энергию, полученную в результате взрыва, для растворения заусенцев.
Оборудование, необходимое для такого подхода, стоит дорого, обычно более 150 000 USD. И требования к операционной технологии очень высоки.
Удаление заусенцев неэффективно и может вызвать побочные эффекты, такие как ржавчина и деформация.
Удаление заусенцев методом теплового взрыва в основном используется в некоторых высокоточных деталях, таких как автомобильная аэрокосмическая промышленность и другие прецизионные детали.
Снятие заусенцев гравировальным станком

При желании вы можете использовать гравировальный станок для удаления грата с заготовки. Это оборудование не очень дорогое и обычно стоит несколько тысяч долларов. Оно подходит для удаления грата с простой пространственной структурой и простым расположением.
Химическое удаление заусенцев

Метод химического удаления заусенцев заключается в использовании принципа электрохимической реакции для автоматического и избирательного удаления заусенцев с деталей из металлических материалов.
Он подходит для внутренних скоплений заусенцев, которые трудно удалить, особенно на таких изделиях, как корпус насоса и корпус клапана.
Электрохимическое удаление заусенцев

Метод удаления заусенцев на металлических деталях с помощью электролиза.
Этот метод может иметь определенные побочные эффекты, поскольку электролит является коррозийным, и вблизи заусенца также подвергается воздействию электролиза, поверхность потеряет блеск и даже повлияет на точность размеров.
В результате, после электролизного удаления заусенцев заготовка должна быть зачищена и очищена от ржавчины.
Этот метод подходит для удаления заусенца поперечного отверстия на скрытой части заготовки и сложных деталей. Эффективность производства высокая, а операция обычно занимает от нескольких секунд до десятков секунд.
Он применяется для обработки устья отверстия маслопровода шестерни, шатуна, корпуса клапана и коленчатого вала, а также для скругления острых углов.
Снятие заусенцев струей воды под высоким давлением

Это метод использует мгновенное воздействия воды для удаления заусенцев и зачистки кромок.
Это оборудование очень дорогое, в основном используется в сердце автомобиля и гидравлической системе управления инженерного оборудования.
Ультразвуковое удаление заусенцев
Распространение ультразвука может также создавать мгновенное давление, которое можно использовать для удаления заусенцев с деталей.
Этот метод отличается высокой точностью и используется в основном для удаления микроскопических заусенцев, которые можно наблюдать только через микроскоп.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Способ удаления облоя с формованных деталей и устройство для его осуществления
РЕСПУБЛИК (я)5 В 29 С 37/02
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4418996/05 (22) 03.05.88 (46) 30.03.92. Бюл. № 12 (72) И.А.Кожевин и В.Ф.Уткин (53) 678.029.35 (088.8) (56) Авторское свидетельство СССР
¹ 535775, кл. B 29 С 37/02, Авторское свидетельство НРБ № 33332, кл. В 24 В 31/10, 1983. (54) СПОСОБ УДАЛЕНИЯ ОБЛОЯ С ФОРМОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО
ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Изобретение относится к обработке полимерных материалов и может быть использовано для удаления облоя с отформованных резиновых технических изделий после вулканизации, пластмассовых, а также металлических немагнитных изделий.
Цель изобретения — интенсификация процесса обработки и расширение номенклатуры обрабатываемых деталей и материалов, На фиг, 1 изображено устройство, общий вид; на фиг, 2 — схема обработки по данному способу.
Устройство содержит корпус 1, в котором установлена рабочая камера для обрабатываемых деталей, состоящая из неподвижной обечайки 2 и подвижного дна
3 (ротора), кинематически связанного через передачу 4 с приводом 5 вращения. В верхней части камеры и под дном 3 соосно оси вращения дна установлены электромагниты
1 з,п.ф-лы, 2 ил, слоем антифрикционного материала 10. Камера выполнена из парамагнитного теплоизоляционного материала и имеет систему
11 подачи хладагента. Внутренние поверхности обечайки и дна 3 облицованы коротковорсовым или войлочным материалом. В верхней части рабочей камеры выполнено отверстие для загрузки и выгрузки обрабатываемых деталей, закрываемое крышкой
12, а корпус 1 установлен с возможностью поворота относительно горизонтальных цапф 13.
Способ осуществляют следующим образом.
Обрабатываемые детали 14, помещенные вместе с ферромагнитными неравновесными телами 15 (рабочей средой) в рабочую камеру, замораживают, подавая хладагент через систему 11, до температуры, обеспечивающей хрупкость облоя и заусенцев. После этого, включая привод 5, через передачу 4 приводят во вращение дно
3 камеры. Под действием центробежных сил вся масса загрузки приводится в винтооб1722853 разное движение относительно кольцевой оси. Особенностью этого движения, а вместе с ним и поверхностной обработки является то, что детали 14 и рабочая среда 15 при касании с вращающимся дном, проскальзы- 5 вая относительно последнего, приводятся во вращательное переносное движение и под действием центробежных сил поднимаются по поверхности дна и обечайки 2. При этом происходит торможение загруженной 10 массы и под давлением следующих частиц подъем ее по обечайке вверх с последующим отрывом и перемещением к центру вниз.
Таким образом, загруженная масса со- 15 вершает тороидально-винтообразное движение. При этом относительные скорости деталей 14 и элементов рабочей среды 15 различны, чем обеспечивается скалывание облоя на деталях 14. В процессе обработки 20 дают импульс магнитного поля от электромагнита 6, под действием которого ферромагнитные тела 15 устремляются к магнитопроводу 8, а затем при импульсном включении электромагнита 7 — ко дну каме- 25 ры. Это дополнительное перемещение рабочей среды относительно обрабатываемых деталей и их внутренних поверхностей интенсифицирует процесс обработки и обеспечивает обработку внутренних полостей 30 деталей, Импульсное включение электромагнитов 6 и 7 производят через период времени, за который рабочие тела 15 под действием силы тяжести и центробежных сил распределяются по конусной поверхно- 35 сти дна чаши 3. Коэффициент К = 60 — 100 назначают в соответствии со степенью загрузки рабочей камеры. Из опыта эксплуатации центробежно-роторных устройств известно, что при оптимальном объеме за- 40 гружаемой массы деталей и рабочих тел, равном V = 0,26 D, где 0 — внутренний диаметр обечайки по покрытию К = 100.
Мощность электромагнитного импульса на электромагнитах 6 и 7 зависит от материала 45 обрабатываемых деталей и толщины их облоя, Увеличение объема загрузки больше величин V ведет к снижению интенсивности обработки и уменьшению скоростей тороидально-винтообразного движения, Покры- 50 тие рабочей камеры из коротковорсового материала или войлока интенсифицирует процесс обработки, работая как щетка. B качестве рабочих тел 15 могут быть использованы например, цилиндрические тела с 55 соотношением длины их к диаметру более восьми и с условием, что их длина меньше внутренних размеров полостей обрабатываемых деталей, В конце обработки приводной двигатель 5 отключают, включают электромагнит 6, разделяя,тем самым рабочую среду и обрабатываемые детали, открывают крышку 12 и поворачивают обратно в исходное положение, загружают новую партию обрабатываемых деталей, закрывают рабочую камеру крышкой 12 и процесс обработки повторяют. Таким образом, предлагаемый способ удаления облоя интенсифицирует процесс обработки. деталей и расширяет номенклатуру, Формула изобретения
1. Способ удаления облоя с формованных деталей, заключающийся в охлаждении помещенных в рабочую камеру с дном деталей до хрупкого состояния облоя и последующей обработке их ферромагнитными телами при воздействии переменным электрома нитным полем, отличающийся тем, что, с целью интенсификации процесса обработки и расширения номенклатуры обрабатываемых деталей и материалов, посредством вращения дна камеры ферромагнитным телам и деталям сообщают винтообразное движение относительно кольцевой оси, а воздействие электромагнитным полем производят в импульсном режиме, направляя его по оси рабочей камеры с периодом времени между импульсами воздействия t = —,, где К 600 — 100 коэффициент, к соответствующий степени загрузки рабочей камеры, ж — угловая скорость вращения дна камеры, 1/с.
2. Устройство для удаления облоя с формованных деталей, содержащее рабочую камеру с ферромагнитными телами, выполненную из неподвижной обечайки и связанного с приводом вращения чашеобразного дна, и электромагнитную систему для воздействия на ферромагнитные тела, о т л и ч а ю щ е е с я тем. что, с целью интенсификации процесса обработки и расширения номенклатуры обрабатываемых деталей и материалов, электромагнитная система выполнена в виде двух электромагнитов, установленных на оси рабочей камеры, один — в верхней части, другой — под дном, при этом обечайка и дно выполнены из парамагнитного теплоизоляционного материала, а рабочая камера соединена с системой подачи хладагента, 3, Устройство по и, 2, о т л и ч а ю ще ес я тем, что рабочая KGMepcl снабжена внутренней облицовкой из теплоизоляционного коротковорсового материала или войлока, 1722853
Техред M. Морге нтал КорректорМ.Шароши
Произведвтвенно-издательский комбинат» Патент»,г,ужгород,уд. Гагарина,101
Заказ 1029 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГК-ЗПроизв
Способ термического удаления облоя и заусенцев с изделий из алюминиевых сплавов
РЕСПУБЛИК (я)з В 23 К 7/06
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР > г:: 1 „, 1, «- ;:». Ы
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4336211/25-27 (22) 22.09.87 (46) 23.08.90. Бюл. М 31 (72) Г.Т.Бирюков, Е.Н.Сотников, Б.С.Дубровский и А.Г.Швачка (53) 621.791.94.054 (088.8) (56) Авторское свидетельство СССР
М 609606, кл, В 23 К 28/00, 1975. (54) СПОСОБ ТЕРМИЧЕСКОГО УДАЛЕНИЯ
ОБЛОЯ И ЗАУСЕНЦЕВ С ИЗДЕЛИЙ ИЗ
АЛЮМИНИЕВЫХ СПЛАВОВ (57) Изобретение относится к машиностроению; в чатности к способам удаления облоя и заусенцев с изделий из алюминиевых сплавов, образующихся в процессе литья под давлением и механической обработки путем их окисления и сжигания под воздействием на изделие тепловой энергии, выделяющейся при сгорании окружающей изделие горючей смеси в замкнутом герме тическом обьеме. Цель изобретения — повыИзобретение относится к машиностроению, в частности к способам удаления облоя и заусенцев с изделий из.алюминиевых сплавов, образующихся в процессе литья под давлением и механической обработки, путем их окисления и сжигания под воздействием на иэделие тепловой энергии, выделяющейся при сгорании окружающей иэделие горючей смеси в замкнутом герме-. тическом объеме.
Цель изобретения — повышение качества обработки алюминиевых изделий и расширение номенклатуры обрабатываемых иэделий путем защиты поверхности иэделия и снижение потребления газа путем ис„„Я „„1586867 А1 шение качества обработки и расширение номенклатуры обрабатываемых изделий путем защиты поверхности изделия и снижение потребления газа путем использования энергии зкзотермической реакции восстановления. Способ состоит в том, что на всю поверхность изделия, включая облой, заусенцы и выступы, наносится слой порошка окисла металла с более низкой по сравнению с алюминием окислительной способностью. Затем изделие помещают в герметичную камеру, заполняемую горючей смесью, которую воспламеняют. Под действием высокой температуры на удаляемых выступах идет зкзотермический процесс алюминотермии, который позволяет сни- ч зить количество энергии, выделяющейся при сгорании смеси, а следовательно, и потребление газа. Кроме того, порошок окислителя защищает поверхность детали от
I капель алюминия, образующихся в процес.се термического удаления заусенцев. 1 табл. пользования энергии экзотермической ре.акции восстановления.
Способ состоит в том, что на всю поверхность изделия, подлежащего обработке гаэотермическим способом, включая облой, заусенцы и другие удаляемые ненужные выступы, наносится слой порошка окисла металла, обладающего более низкой по сравнению с алюминием окислительной способностью. Количество порошка окисла металла, наносимого на удаляемые ненужные выступы, определяется по уравнению реакции алюминотермии
2/m MenOm+ 4/ЗА! = 2п/mMe+ 2/ЗА!20з, Затем изделие помещают в рабочую камеру установки, камеру герметически sa1586867 крывают, заполняют горючей смесью и поджигают. При сгорании горючей смеси в камере происходит кратковременное повышение температуры. Под ее воздействием облой, заусенцы иэделий, имеющие большую удельную поверхность соприкосновения с раскаленным газом и малый объем по сравнению с изделием, интенсивно нагреваются. При достижении температуры около 1500 С на поверхности удаляемых выступов начинается экзотермический процесс, аналогичный алюминотермии, в котором окислитель и восстановитель имеют различный фракционный состав, Окислитель.— порошок с размером частиц не более
0,3 мм, восстановитель — алюминиевый сплав в форме пластинки толщиной не более 0,5 мм. Процесс прекращается после полного расходования восстановителя, т,е. удаления ненужного выступа.
Сами же изделия ввиду их значительного объема и малой удельной поверхности при контакте с раскаленными продуктами горения нагреваются не более, чем на
Пример. Проводят обработку детали типа стяжки газотермическим способом.
Материал детали — сплав АЛ-2 по ГОСТУ.
Масса детали 80 г, толщина стенки детали
40 установки и стоимость расходуемых при
45 этом материалов и комплектующих изделий, 50
5 мм, толщина удаляемого облоя 0,15 и
0,5 мм. Масса удаляемого облоя при толщине 0 15 мм 2,5 г, а при толщине 0,5 мм 8 г.
Количество окисла металла (FezOa), необходимое для удаления облоя и рассчитанное по уравнению алюминотермии при толщине
0,015 мм 8,0 r, при толщине 0 5 мм 24 r.
Результаты обработки приведены в таблице, Как видно из таблицы, использование предлагаемого способа позволяет повысить качество обработки детали при уменьшении количества энергии, выделяющейся в камере при сгорании смеси (давления горючей смеси) — опыты 1 и 4, а также при увеличении толщины облоя без увеличения количества тепловой энергии, выделяющейся в камере при сгорании смеси (опыты 2 и 5). Возможность обработки деталей с увеличенной толщиной облоя (опыты 1 и 5) позволяет расширить технологические возможности (номенклатуру обрабатываемых изделий) применения термоэнергетической обработ-. ки изделий из алюминиевых сплавов с использованием предлагаемого способа.
Использование способа позволяет повысить качество обработки изделий при увеличении толщины удаляемых ненужных выступов в 2,0-2,5 раза путем снижения расхода тепловой энергии сжигаемых газов на обработку деталей. При этом возможно в
Способ термического удаления облоя и заусенцев с изделий из алюминиевых сплавов, при котором детали помещают в герметичную камеру, вводят в нее газовую смесь и поджигают ее, отличающийся тем, что, с целью повышения качества и расширения номенклатуры обрабатываемых изделий путем защиты поверхности изделия и снижения потребления газа путем использования энергии экзотермической реакции восстановления, перед поджиганием смеси
1586867 низкой по сравнению с алюминием окислительной способностью, Опыт
Зачистки облоя на деталях из пластмасс
О П И С А H И Е 295677
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависимое от авт. свидетельства ¹
Заявлено 04.1Ч.1969 (№ 1317463/23-5) с присоединением заявки ¹
Опубликовано 12.II.1971. Бюллетень № 8
Дата опубликования описания 14.1Ч.1971. 1ПК В 29с 17/12
Комитет по делам изобретений и открытий при Совете Министров
УДК 678.029.3(088.8) Автор изобретения
СТАНОК ДЛЯ ЗАЧИСТКИ ОБЛОЯ HA ДЕТАЛЯХ ИЗ ПЛАСТМАСС
Известны стенки для зачистки облоя на деталях из пластмасс, содержащие устройство для установки детали, обрабатывающий инструмент, поворотную планшайбу с пазами, копир, рабочий профиль которого соответствует конфигурации обрабатываемой детали, привод и станину.
Эти станки не являются универсальными: не рассчитаны на переналадку для обработки деталей другой конфигурации. Так как обраоотка ведется вращающимся вокруг своей оси инструментом, то невозможно зачистить облой в деталях с вогнутым контуром.
Предложенный станок отличается гем, что устройство для установки деталей расположено в центре планшайбы и выполнено в виде неподвижного сменного стола, укрепленного над неподвижным сменным копиром, взаимодейству1ощим со следящими роликами подHp) жиненных ползушек, íà каждой из которых жестко установлен обрабатывающий инструмент в виде скребка с выпуклыми рабочими поверхностями, наклоненными к обрабатываемой поверхности детали.
Это позволяет обрабатывать на станке детали различной конфигурации при быстрой переналадке станка.
На фиг. 1 показан продольный разрез станка без привода; на фиг. 2 дан станок, вид свер«у, вместе с устройством для зачистки боковых пазов.
Обрабатываемая деталь 8 устанавливается на поддерживающий столик 7. С пустотелым
15 BB IoNI жестко BH32Ii3 Bpан1аю цая(H шайба 9, в паза«которой двигаются ползушки 10. На ползушка«закреплены следящие шайбы 11 и скребки 12.
20 Для обеспечения высокой стойл;ости ск1?ебки должны изготавливаться из твердого сплава.
Скребк0 представляют собой многолезвиевь:и инструмент, контур котор»«образован тремя дугами. Внутри скребка имеется шестиграннос
25 отверстие, которое позволяет поворачивать скребок, используя его острые и радиусные стороны.
Скребки выполняются с различным углом наклона зубьев в зависимости от расположс30 ния облоя в обрабатываемых деталях, 295677
В планшайбе 9 (см. фиг. 2) имеются контурные выборки, с помощью которых придается возвратно-поступательное движение устройству 14 для зачистки боковых пазов.
Переустанавливаемое в зависимости от расположения боковых пазов или выборок в детали, устройство для зачистки боковых пазов крепится своим основанием 15 с помощью винтов 1б к крышке корпуса 17 и состоит из следящего ролика 18, прикрепленного к движку
19. К движку крепится держатель инструмента 20. Движок соединен с основанием 15 с помощью толкателей 21. Пружины 22 прижимают движок с помощью следящего ролика к боковой поверхности планшайбы.
Для того чтобы при съеме детали инструмент для зачистки боковых пазов не оставался в ней, предусмотрена фиксирующая защелка толкателей 21.
Инструмент для зачистки пазов и выборок выполняется в виде одного или нескольких пустотелых пуансонов, в виде твердосплавного подпружиненного сверху или снизу скребка типа напильника или в виде другого инск румента.
Сменный упорный копир б и сменный подМ держи вающий стол крепятся к неподвижной оси 5 винтом 28 (см. фиг. 1).
Станок работает следующим образом.
Обрабатываемая деталь, у которой нужно зачистить облой по контуру и в боковых пазах (или только по контуру), устанавливается на поддерживающий столик, который вместе с упорным копиром крепи ся винтом 28 к неподвижной оси 5. Вместе с пустотелым валом вращается планшайба 9. В планшайбе по пазам движутся ползушки, которые пружинами И прижимаются к упорному копиру с помощью следящих шайб 11. На ползушки надеты твердосплавные скребки 12.
Вращаясь вместе с планшайбой вокруг детали (в то время как следящие шайбы прижимаются к копиру), скребки снимают облой по контуру детали.
Если в контуре детали имеются малые радиусы во внутренних углах, скребки устанавливают острием к детали, если в детали нет внутренних углов или выборок с малыми ра5
45 диусами, скребки могут устанавливаться к детали своей радиусной стороной.
Планшайба имеет выборки, которые с помощью следящего ролика 18 и движка 19 отводят держатель инструмента 20 с инструментом зачистки боковых пазов от детали. Пружины 22 с помощью движка возвращают держатель инструмента к детали, придавая ему возвратно-поступательное движение.
Толкатели 21 направляют движок и связывают его с основанием 15.
Выборки в планшайбе, по которым движутся следящие ролики, расположены между пазами, по которым двигаются ползушки, благодаря чему отвод инструмента зачистки боковых пазов от детали происходит в тот момент, когда к нему приближается скребок для зачистки облоя по контуру.
Деталь устанавливаегся и снимается на ходу при вращающихся рабочих инструментах (для предотвращения травмы рабочая зона накрыта ограждением с отверстием несколько большим, чем контур детали).
Для переналадки на обработку деталей другой конфигурации требуется отвинтить винт 23, сменить упорный копир и поддерживающий столик.
Станок для зачистки облоя на деталях из пластмасс, содержащий устройство для установки детали, обрабатывающий инструмент, поворотную планшайбу с пазами, копир, рабочий профиль которого соответствует конфигурации обрабатываемой детали, привод и станину, отличающийся тем, что, с целью обработки на станке при быстрой переналадке деталей различной конфигурации с выпуклыми и вогнутыми контурами, устройство для установки детали расположено в центре планшайбы и выполнено в виде неподвижного сменного стола, укрепленного над неподвижным сменным копиром, взаимодействующим со следящими роликами подпружиненных ползушек, расположенных в пазах планшайбы, на каждой из которых жестко установлен обрабатывающий инструмент в виде скребка с выпуклыми рабочими поверхностями, наклоненными к обрабатываемой поверхности детали.
Составитель В. Быхов
Редактор Л. Г. Герасимова Тсхрсд Л. Я. Левина Корректор Л. Б. Бадылама
3аказ 969/6 Изд. ¹ 397 Тираж 473 Подписное
ЦНИИПИ Комитета по делам изобрете1 ий и открь1т1;и при Совете Министров СССР



