Способ измерения несоосности отверстий
Изобретение относится к измерительной технике, а именно к способам измерения несоосности отверстий. Сущность изобретения заключается в том, что в измеряемые отверстия вставляют с зазором измерительные ролики, обкатывают их по поверхности отверстий, измеряют на базовых длинах экстремальные отклонения поверхностей измерительных роликов от номинальной общей оси отверстий, по которым определяют несоосность отверстий и отклонение осей отверстий от общей оси. 1 з.п. ф-лы., 1 ил.
Изобретение относится к измерительной технике, а именно к способам измерения несоосности отверстий.
Известен способ измерения несоосности двух поверхностей вращения детали относительно их общей оси (авт.св. N 448346, кл. G 01 B 5/24, 1974 г.), заключающийся в том, что деталь базируют по среднему сечению одной поверхности и ее торцу и измеряют несоосность второй поверхности относительно общей оси при вращении детали относительно оси, проходящей через центр базирующей поверхности и перпендикулярной ее торцу, причем отклонение общей оси от оси вращения детали в среднем и крайнем сечении второй поверхности измеряют и получают результат.
Недостатком этого способа является большая погрешность измерения из-за того, что на результат измерения влияет неперпендикулярность оси отверстия торцу детали, по которому ее базируют, отклонение оси оправки от оси вращения, отклонение оси базового отверстия от оси вращения. Кроме того, не решена задача определения величин, входящих в формулу для определения несоосности.
Известен способ измерения отклонения от несоосности отверстий относительно их общей оси (авт. св. N 605073, кл. G 01 B 5/24, 1978 г.), заключающийся в том, что для каждого отверстия подбирают свою оправку, устанавливают их в отверстия без зазора, базируют деталь оправками на ножи, выполненные в виде двух качающихся относительно осей коромысел, перпендикулярных к общей оси отверстий, вводят в контакт с концами оправок измерители линейных перемещений, поворачивают деталь на 90 o и по результатам измерения судят о несоосности.
Недостатком этого способа является невысокая точность измерения, так как способ не позволяет различить, сместилась ли ось отверстия параллельно или изменилось ее направление. Изменение направления оси отверстия относительно точки контакта измерителем линейных перемещений с концами оправок дает вклад в погрешность измерения таких деталей. В результат измерения вносят погрешность и зазоры коромысел в осях, различная их деформация под весом детали с оправками. Необходимость подбирать под каждое отверстие свою оправку тоже влияет на погрешность, так как диаметр подобранной оправки зависит от усилия соединения ее с деталью.
Задачей, решаемой предлагаемым способом, является повышение точности измерения и расширение функциональных возможностей.
Это достигается тем, что в способе измерения несоосности отверстий, заключающемся в том, что в них вставляют измерительные ролики, базируют их по поверхности измеряемых отверстий, после чего измеряют на базисных длинах положения поверхностей измерительных роликов относительно номинальной общей оси отверстий, по результатам измерения определяют их несоосность, измерительные ролики вставляют в отверстия с зазором, обкатывают их по поверхности измеряемых отверстий, при этом определяют на базовых длинах экстремальные отклонения поверхностей измерительных роликов от номинальной общей оси отверстий во взаимно перпендикулярных плоскостях, пересекающихся по номинальной общей оси отверстий, по которым определяют несоосность отверстий.
Кроме того, по экстремальным отклонениям на базовых длинах поверхностей измерительных роликов от номинальной общей оси отверстий определяют отклонение осей отверстий от их фактической общей оси.
На чертеже представлена схема, поясняющая реализацию способа.
На основании 1 устанавливают датчики 2-9 линейных перемещений следующим образом и настраивают их по эталонной детали.
Задают прямоугольную систему координат, помещая начало на номинальной общей оси отверстий эталонной детали, установленной на основании 1. Ось Y направляют по этой номинальной оси отверстий, ось Х в дополнение до правой системы координат (например, ось Z перпендикулярно плоскости основания, ось Х вдоль этой плоскости).
Датчики 2 5 линейных перемещений устанавливают на основании 1 с возможностью измерения в плоскостиyz> нормально оси Y на заданных базовых расстояниях b1, b2, b3 между ними.
Датчики 6-9 устанавливают на основании 1 в плоскостиX, Y> с возможностью измерения нормально оси Y на тех же базовых расстояниях с теми же координатами по оси Y, что и датчики 2-5 в паре с ними. При этом датчики 2 и 6 устанавливают по осям координат Z и Х соответственно.
Каждый измерительный ролик 10, 11 имеет диаметр, близкий к нижней границе допуска на соответствующее измеряемое отверстие 13, 14.
Диаметр каждого ролика измеряется с высокой точностью известными методами.
Все датчики 2-9 настраиваются по измерительным роликам 10, 11, установленным в отверстия эталонной детали.
После настройки на основание 1 устанавливают измеряемую деталь так, чтобы общая ось измеряемых отверстий располагалась примерно по оси Y с фиксацией детали при необходимости, например, по упорам 12. Затем в измеряемые отверстия 13, 14 вставляют измерительные ролики 10, 11. Их базируют по поверхности измеряемых отверстий, прижимают эти ролики к поверхностям отверстий с заданным усилием.
Затем измеряемые ролики обкатывают по поверхности измеряемых отверстий и по датчикам 2-9 определяют координаты точек экстремумов перемещения поверхности каждого измерительного ролика 10, 11 при обкатывания.
На чертеже пунктиром показана поверхность, которую описывает каждый измерительный ролик 10, 11 при обкатывании отверстий 13, 14 соответственно.
При использовании в качестве датчиков 2-9 линейных перемещений стрелочных приборов (например, типа индикаторов) значения координат экстремальных отклонений поверхностей измерительных роликов 10, 11 определяются следующим образом. При настройке по эталонной детали датчики настраивают так, чтобы начало отсчета находилось в середине диапазона измерения. На пути возможного перемещения стрелки с обеих сторон от нее устанавливают флажки с возможностью перемещения по пути перемещения стрелки и взаимодействия с ней. При обкатывании стрелка каждого датчика 2-9 раздвигается флажки, и после завершения процесса обкатывания флажки показывают координаты экстремальных отклонений, а расстояние между ними в единицах шкалы датчика дает размах биений измерительных роликов 10, 11. Координаты положения самих датчиков 2-9 известны из их установки.
Величина отклонения поверхности каждого измерительного ролика 10, 11 от оси Y в определенном направлении измерения каждого датчика 2-9 равна сумме диаметра измерительного ролика 10, 11 с результатом измерения соответствующего датчика.
Пусть определенные таким образом координаты точек минимального и максимального отклонения поверхностей измерительных роликов будут соответственно  , где i 2, 3.9 номер датчика.
, где i 2, 3.9 номер датчика.
Учитываем, что  для i 2-5 и
для i 2-5 и  , для i 6-9,
, для i 6-9,  ,
,  для i 6,7 и
для i 6,7 и  ,
,  для i 8, 9,
для i 8, 9,  ,
,  для i 2, 3,
для i 2, 3,  ,
,  для i 4, 5, Y2 Y6 0, Y3 Y7 b1, Y4 Y8 b1 + b2, Y5 Y9 b1 + b2 + b3.
для i 4, 5, Y2 Y6 0, Y3 Y7 b1, Y4 Y8 b1 + b2, Y5 Y9 b1 + b2 + b3.
Здесь Xin; Xix, Zin, Zix показания датчиков 2-9, d1 и d2 диаметры роликов 10, 11 соответственно.
Тогда координаты точек O1, O2 и O3, O4, лежащих на осях соответственно отверстий 13, 14 в плоскостях, перпендикулярных оси Y и расположенных на базовых расстояниях, определяются по показаниям датчиков и равны:  Координаты точек O5 и O6, лежащих на общей оси отверстий 13, 14 и на осях этих отверстий, соответственно будут
Координаты точек O5 и O6, лежащих на общей оси отверстий 13, 14 и на осях этих отверстий, соответственно будут  Через пары точек O1, O2 и O3, O4 проведем прямые L1, L2, соответствующие осям отверстий 13 и 14 соответственно.
Через пары точек O1, O2 и O3, O4 проведем прямые L1, L2, соответствующие осям отверстий 13 и 14 соответственно.
Через точки O5, O6 проведем прямую L3, соответствующую общей оси отверстий 13, 14.
Расстояние от точки Р (X0, Y0, Z0) до прямой, проходящей через точки P1 (X1, Y1, Z1) и Р2 (Х2, Y2, Z2), определяется по формуле (Г.Корн, Т.Корн. Справочник по математике. М. Наука, 1968, с.81-83).
 где
где  направляющие косинусы прямой,
направляющие косинусы прямой,  Преобразуя, получаем:
Преобразуя, получаем:  По этой формуле находим последовательно расстояния от точек O3, O4, лежащих на оси отверстия 14 на базовых расстояниях до оси базового отверстия 13
По этой формуле находим последовательно расстояния от точек O3, O4, лежащих на оси отверстия 14 на базовых расстояниях до оси базового отверстия 13 
где 
Аналогично определяется по той же общей формуле (2) расстояние HL1,04 от другой точки O4, расположенной на базовом расстоянии O3, до оси L1 отверстия 13.
Несоосность отверстия 14 относительно оси отверстия 14, являющегося базовым, определяется согласно ГОСТ 24642-81 как H1,2 max (HL1,03, HL1,04).
Отклонение осей отверстий 13, 14 от фактической общей оси этих отверстий 13, 14 от фактической общей оси этих отверстий определяется как максимальное расстояние от точек O1, O2, O3, O4 до прямой L3 по этой же формуле (2) согласно тому же ГОСТ.
Диаметр отверстий 13, 14 определяется как сумма минимального размаха биения поверхности измерительного ролика и его диаметра: 
При отличии базовой длины от базы расположения датчиков 2 9 результаты измерения легко пересчитываются на новую базовую длину. Например, если для отверстия 13 координаты концов базовой длины будут (O, Y0,O) и (O, Yb,O) b1>Y6>YO>O, то результаты измерения на этих базовых длинах (со штрихом) связаны с результатами измерения на начальной базовой длине соотношением 
Таким образом, способ позволяет более точно измерять несоосность отверстий, а также отклонение осей отверстий от их общей оси, поскольку учитывает направление оси каждого отверстия, позволяет исключить влияние несоосности оправки и отверстия на результат измерения, а также устранить погрешности, указанные в критике прототипа.
Способ позволяет также расширить функциональные возможности и одновременно с несоосностью определять отклонение от общей оси отверстий, измерить диаметр, овальность и конусность отверстия.
1. Способ измерения несоосности отверстий, заключающийся в том, что вставляют в контролируемые отверстия вспомогательные приспособления, измеряют их положение и по результатам измерений определяют несоосность, отличающийся тем, что в качестве вспомогательных приспособлений используют измерительные ролики, производят обкатывание ими поверхности измеряемых отверстий, диаметр роликов выбирают меньше диаметра контролируемых отверстий, измерение положения роликов осуществляют на базовых длинах относительно номинальной общей оси отверстий во взаимно перпендикулярных плоскостях, а определение несоосности производят по экстремальным значениям отклонений поверхностей роликов.
2. Способ по п.1, отличающийся тем, что по экстремальным значениям отклонений поверхностей роликов от номинальной общей оси отверстий дополнительно определяют отклонение осей отверстий от их фактической общей оси.
Допуск соосности
Допуск соосности указывается на деталях, где требования к осевым характеристикам объясняются их функциональными свойствами. Допуск соосности указывается на рабочем поле чертежа в виде двух окружностей расположенных концентрично одно большего диаметра другое меньшего диаметра.
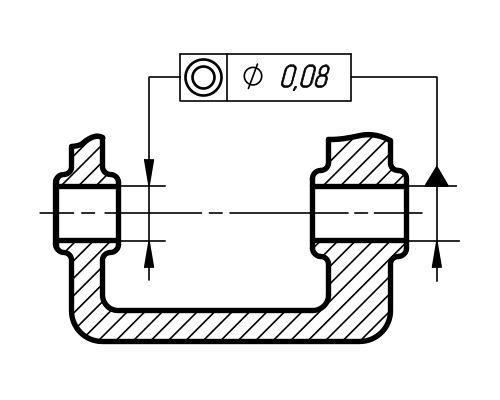
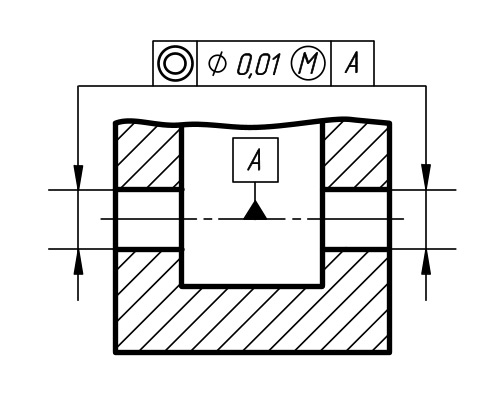
Допуск соосности двух отверстий относительно их общей оси Ø 0.01 мм
(допуск зависимый).
Отклонение от соосности элементов деталей машин, относительно исходных осей, называется допуском соосности. Существует два типа нормирования требований к точности осевых отклонений в зависимости от используемых баз. Первый тип характеризуется отклонением от соосности относительно базовой поверхности, а второй тип отклонением от соосности общей оси.
Иногда вместо слова «соосность» используется термин «отклонение от концентричности», под которым понимается расстояние смещения профилей в форме окружностей лежащих на контрольной плоскости. Таким образом, когда рассматривается соответствие точности совпадения осей элементов изделия, на длине выбранного участка, то более правильно будет называть, максимальное несовпадение осей как отклонение от соосности.
Если рассматривать положение осей в каком-либо перпендикулярном сечении осей, то следует использовать термин отклонение от концентричности. Допуск концентричности нормируется так же, как и отклонение от допуска соосности в диаметральном или радиусном выражении.
Работоспособность любого механизма в значительной степени зависит от соосности деталей задействованных в рабочей конструкции. При смещении осей деталей вращения, которые превышают значения допуска соосности, нагрузка между рабочими элементами и деталями какого либо механизма распределяется неравномерно и появляется дополнительная нагрузка на опорные части конструкции, а так же происходит снижение коэффициента полезного действия в целом. Недопустимые биения деталей машин также снижают срок службы узлов и механизмов. Критерием работоспособности узлов и соединений является качество изготовляемых деталей согласно указанным допускам и техническим требованиям.
Одним из основных характеристик, определяющих работоспособность изделия, является контроль изготовления посадочных отверстий в блоках корпусов механизмов.
Соосность отверстий, растачиваемых цилиндрических поверхностей, расположенных на расстоянии друг от друга в блоках и агрегатах, проверяют при помощи специальных измерительных приборов характерных для данного вида операций. При измерении таких характеристик как межосевые расстояния и не параллельность осей, используют микрометры, индикаторы, а так же штангенциркули. Соосность отверстий изготавливаемых для установки шарикоподшипников и сальников проверяют специальным технологическим валом после проведения сборочных операций. Если отклонение от соосности превышает 0,05 мм, то данное отверстие повторно проверяют, после чего намечают ряд действий по возможному исправлению брака.
Допуск соосности так же контролируют гладкими или ступенчатыми контрольными оправками, которые вставляются в соответствующие отверстия для проверки отклонений.
Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Отклонения и допуски формы
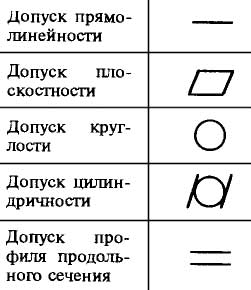
Различают следующие допуски на отклонения формы:
Допустимые отклонения обозначаются специальными символами.
Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Отклонения и допуски расположения
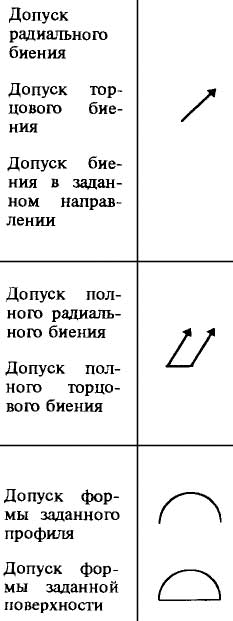
Различают следующие виды допусков расположения:
Эти допуски обозначаются символами.

Суммарные допуски
Существует несколько видов суммарных допусков формы и расположения.
Эти допуски обозначаются символами.
Обозначение допусков формы и расположения на чертежах
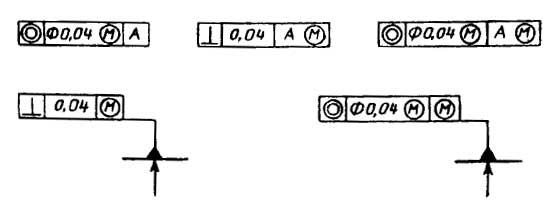
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
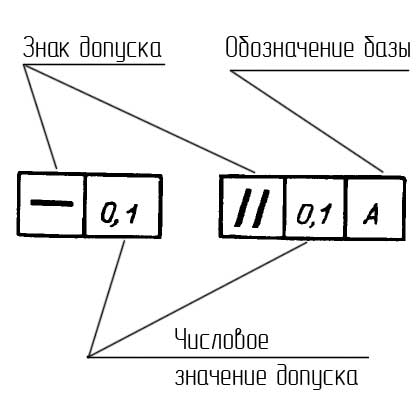
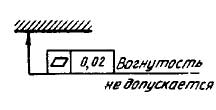
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
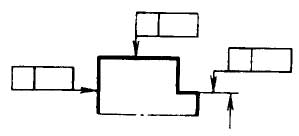
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
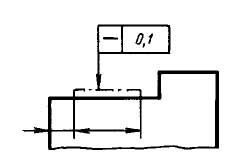
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
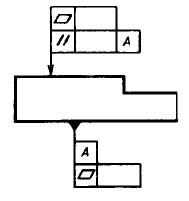
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
Информация о допусках формы и расположения может быть указана в технических требованиях.
Зависимые допуски
Зависимые допуски расположения обозначают следующим символом  .
.
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности

Номинальным размеров в данном случае считается номинальная длина нормированного участка.
Допуски круглости, цилиндричности, профиля продольного сечения
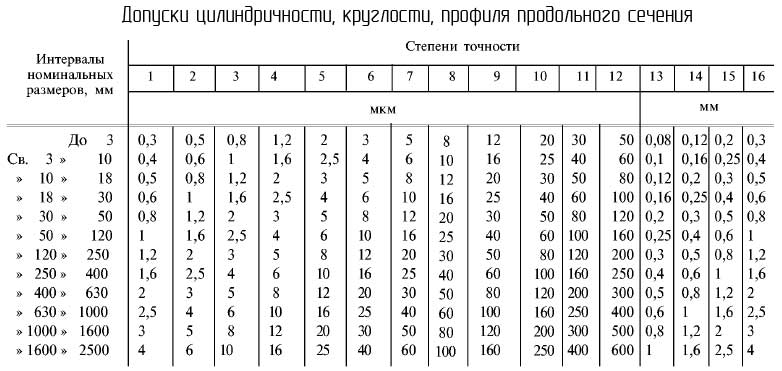
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
Допуски перпендикулярности, параллельности, наклона, торцевого биения
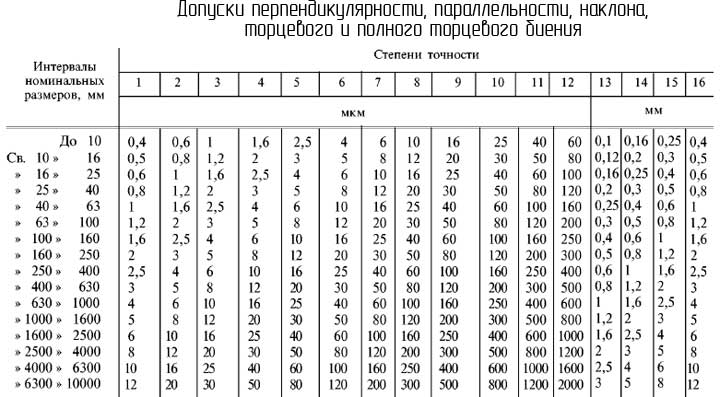
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
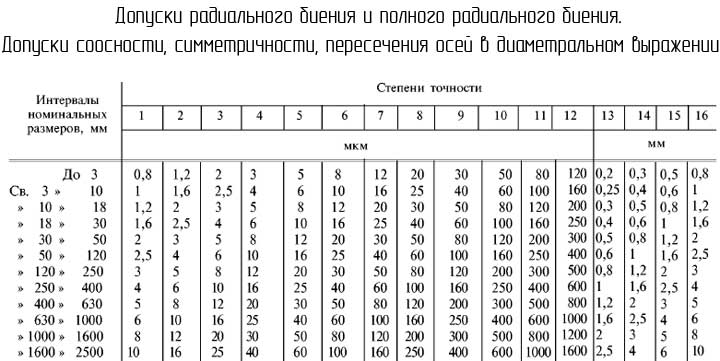
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
ГОСТ 10356-63 Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
Текст ГОСТ 10356-63 Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ.
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Комитет стандартов, мер и измерительных
Совете Министров Союза ССР
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ. Основные определения. Предельные отклонения Deviations from true form and disposition of surfaces. Basic definitions and tolerances-
Несоблюдение стандарта преследуется по закону
Настоящим стандартом устанавливаются термины, определения и ряды предельных значений для отклонений формы и расположения плоских и цилиндрических поверхностей.
Настоящий стандарт не распространяется на те изделия, для которых предельные отклонения формы и расположения поверхностей установлены в ранее утвержденных стандартах.
I. ОБЩИЕ ОПРЕДЕЛЕНИЯ
L Отклонение формы — отклонение формы реальной поверхности или реального профиля от формы геометрической поверхности или геометрического профиля. Шероховатость поверхности при рассмотрении отклонений формы исключается.
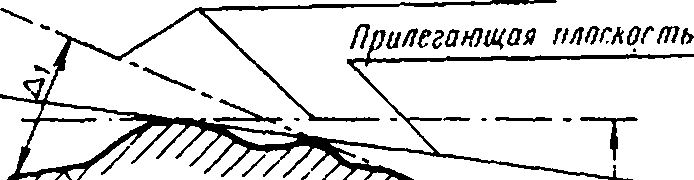
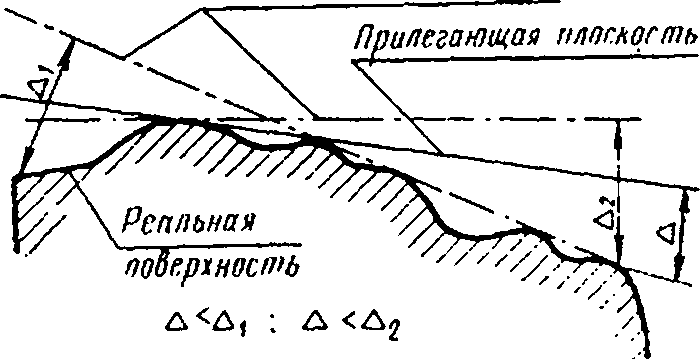
2. Отсчет отклонений формы производится от прилегающей поверхности или прилегающего профиля.
3. Основные виды прилегаю щи х поверхностей и профилей:
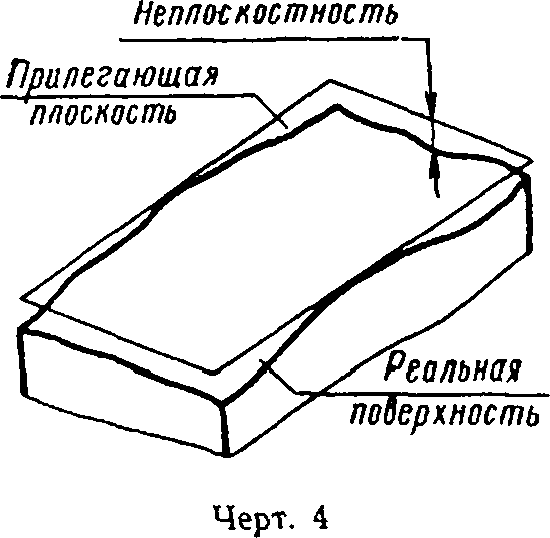
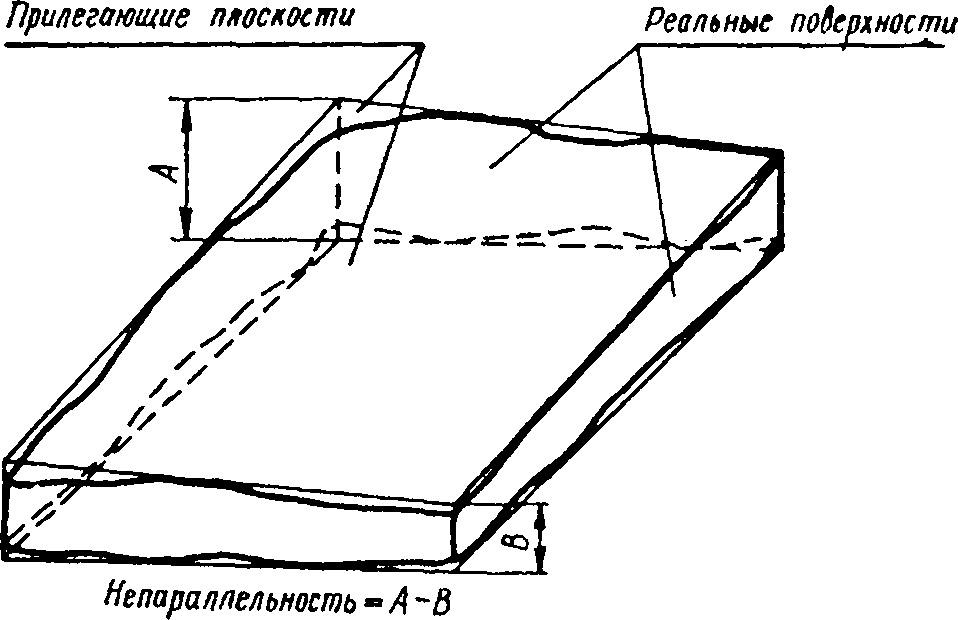
а) прилегающая плоскость — плоскость, соприкасающаяся с реальной поверхностью вне материала детали и расположенная по отношению к реальной поверхности так, чтобы расстояние от ее наиболее удаленной точки до прилегающей плоскости было наименьшим (черт. I);

Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
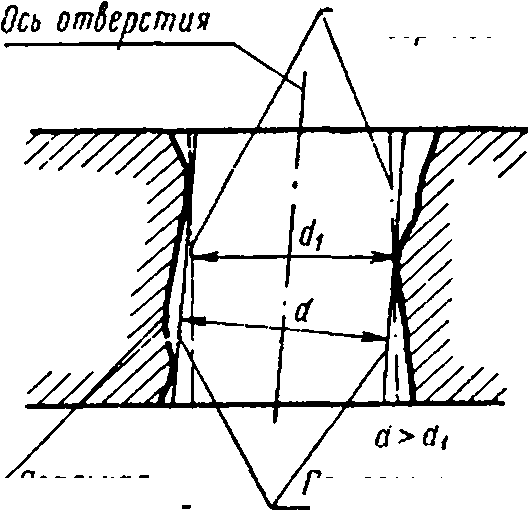
б) прилегающий цилиндр
для отверстия — цилиндр наибольшего возможного диаметра, вписанный в реальную поверхность (черт. 2),
для вала — цилиндр наименьшего возможного диаметра, описанный вокруг реальной поверхности;
в) прилегающая прямая — прямая, соприкасающаяся с реальным профилем вне материала детали и расположенная по отношению к реальному профилю так, чтобы расстояние от его наиболее удаленной точки до прилегающей прямой было наименьшим;
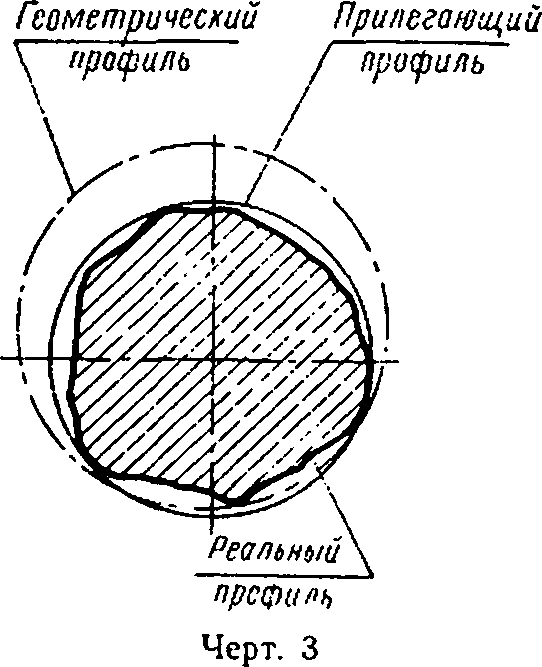
г) прилегающая окружность
для отверстия — окружность наибольшего возможного диаметра, вписанная в реальный профиль;
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
для вала — окружность наименьшего возможного диаметра, описанная вокруг реального профиля (черт. 3).
4. Отклонение расположения — отклонение от номинального расположения рассматриваемой поверхности, ее оси или плоскости симметрии относительно баз или отклонение от номинального взаимного расположения рассматриваемых поверхностей. Номинальное расположение определяется номинальными линейными и угловыми размерами между рассматриваемыми поверхностями, их осями или плоскостями симметрии.
5. Базы — совокупность поверхностей, линий и точек, по отношению к которым определяется расположение рассматриваемой поверхности.
6. В общем случае отклонения формы поверхности исключаются при рассмотрении отклонений расположения (кроме радиального и торцового биения). При этом реальные поверхности заменяются прилегающими.
За центры, оси, плоскости симметрии и тому подобные элементы реальных профилей и поверхностей принимаются соответственно центры, оси, плоскости симметрии и т. п. элементы прилегающих профилей и поверхностей.
Примечание. В обоснованных случаях допускается нормировать отклонения формы и расположения совместно, например, непараллельность и неперпендикулярность совместно с неплоскостностью.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
7. Допуски расположения охватывающих и охватываемых поверхностей могут быть двух видов — зависимыми и независимым и.
8. Зависимым называется допуск расположения, величина которого зависит не только от заданного предельного отклонения расположения, но и от действительных отклонений размеров рассматриваемых поверхностей.
При зависимых допусках должна задаваться предельные отклонения расположения, соответствующие наименьшим предельным размерам охватывающих поверхностей (отверстий) и наибольшим предельным размерам охватываемых поверхностей (валов). При отклонениях действительных размеров от указанных выше предельных значений (в пределах полей допусков на размеры) допускается превышение проставленных на чертеже предельных отклонений расположения на величину, компенсированную отклонениями размеров.
Пояснения к понятию о зависимых допусках расположения приведены в приложении 1 к настоящему стандарту.
9. Независимым называется допуск расположения, величина которого определяется только заданным предельным отклонением расположения и не зависит от действительных отклонений размеров рассматриваемых поверхностей.
11. ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЙ
А. Отклонения формы
10. Неплоскост н ость (отклонение от плоскостности) — наибольшее расстояние от точек реальной поверхности до прилегающей плоскости (черт. 4).
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
11. Непрямолинейность (отклонение от пря!моли-ценности)—наибольшее расстояние от точек реального профиля до прилегающей прямой (черт. 5).
12. Элементарными (простейшими) видами неплоскостно-сти и непрямолинейности являются:
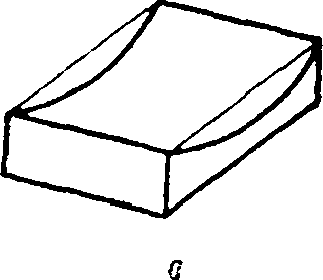
а) вогнутость — отклонение, при котором удаление точек реальной поверхности (профиля) от прилегающей плоскости (прямой) увеличивается от краев к середине (черт. 6а);
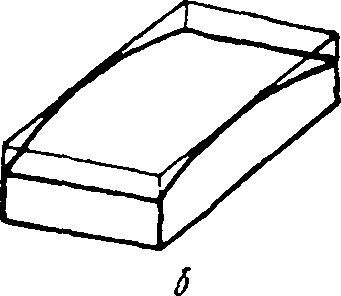
б) выпуклость — отклонение, при котором удаление точек реальной поверхности (реального профиля) от прилегающей плоскости (прямой) уменьшается от краев к середине (черт. 66).

Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
13. Нецилкндричность (отклонение от цилиндрич-ности) —наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра (черт. 7).
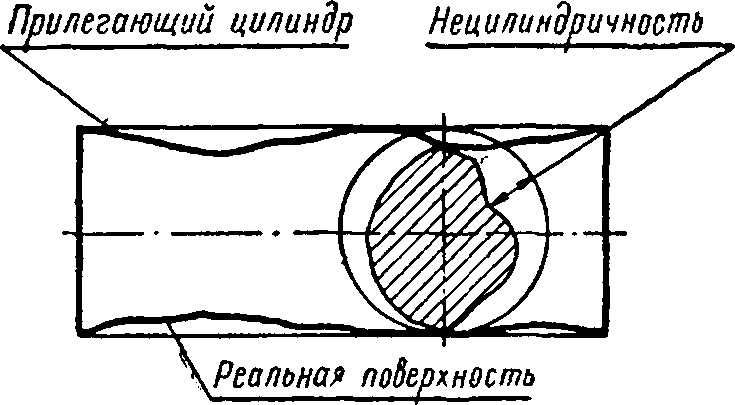
Нецилиндричность включает некруглость и отклонение профиля продольного сечения.
14. Некруглость (отклонение от круглости)—наибольшее расстояние от точек реального профиля до прилегающей окружности (черт. 8).
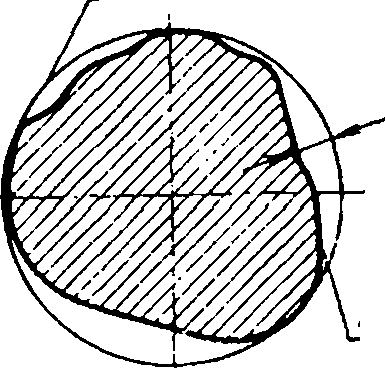
Некруглость характеризует совокупность всех отклонений формы поперечного сечения цилиндрической поверхности.
15. Элементарными видами некруглости являются:
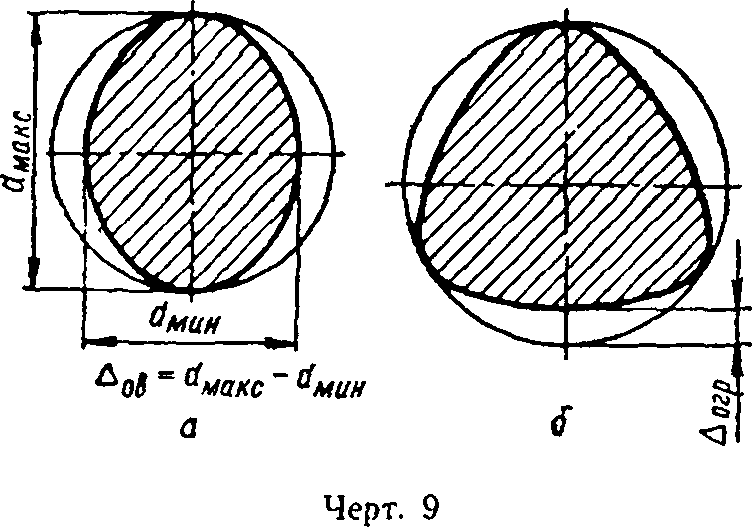
а) Овальность — отклонение, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях (черт. 9а). За величину
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
овальности принимается разность между наибольшим и наи-меньшим диаметрами сечения, т. е. удвоенная величина некруглости;
б) огранка — отклонение, при котором реальный профиль представляет собой многогранную фигуру (черт. 96). Количественно огранка оценивается так же, как некруглость.
16. Отклонение профиля продольного сечения цилиндрической поверхности — наибольшее расстояние от точек реального профиля до соответствующей стороны прилегающего профиля (черт. 10). Прилегающий профиль образуется двумя параллельными прямыми, соприкасающимися с реальным профилем вне материала детали и расположенными по отношению к нему так, чтобы отклонение формы было наименьшим. Отклонение профиля продольного сечения характеризует совокупность всех отклонений формы в этом сечении.
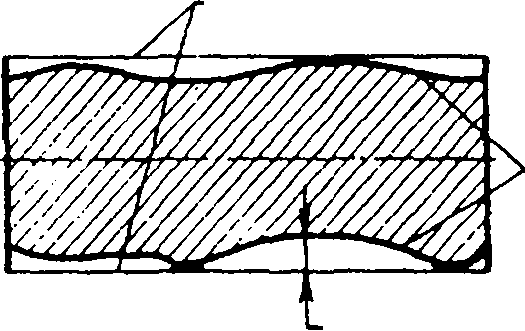
__профили продольного сечения
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
17. Элементарными видами отклонения профиля продольного сечения являются:
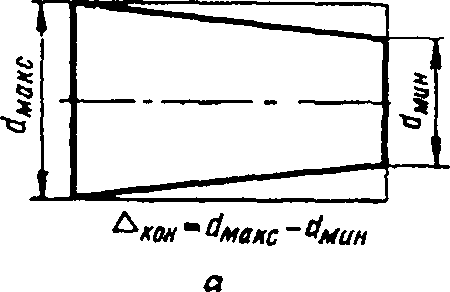
а) к о н у с о о б р а з н о с т ь — отклонение, при котором образующие продольного сечения прямолинейны, но не параллельны (черт. 11а);
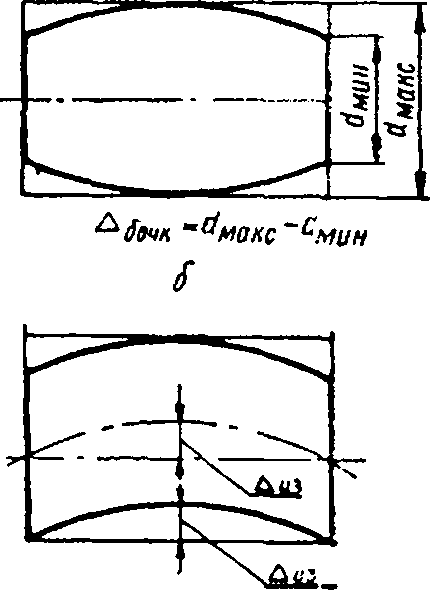
б) бочкообразность — непрямолинейность образующих, при которой диаметры увеличиваются от краев к середине сечения (черт. 116);
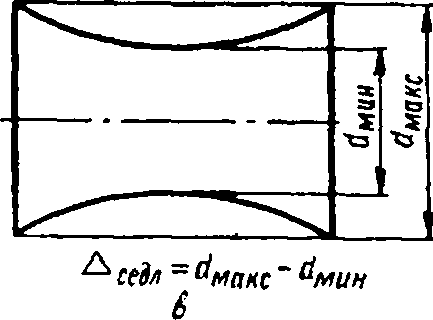
в) седлообразность — непрямолинейность образующих, при которой диаметры уменьшаются от краев к середине сечения (черт. Не).
За величину конусообразности, бочкообразности и седло-образности принимается разность между наибольшим и наименьшим диаметрами продольного сечения, т. е. удвоенная величина отклонения профиля продольного сечения;
г) изогнутость — непрямолинейность геометрического места центров поперечных сечений цилиндрической поверхности (черт. lie). Количественно изогнутость оценивается так же, как отклонение профиля продольного сечения.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
Б. Отклонения расположения
18. Непараллельность (отклонение от параллельности) плоскостей — разность наибольшего и наименьшего расстояний между прилегающими плоскостями на заданной площади или длине (черт. 12).
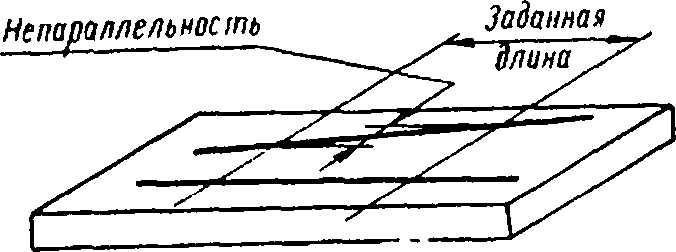
19. Непараллельность (отклонение от параллельности) прямых в плоскости —разность наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине (черт. 13).
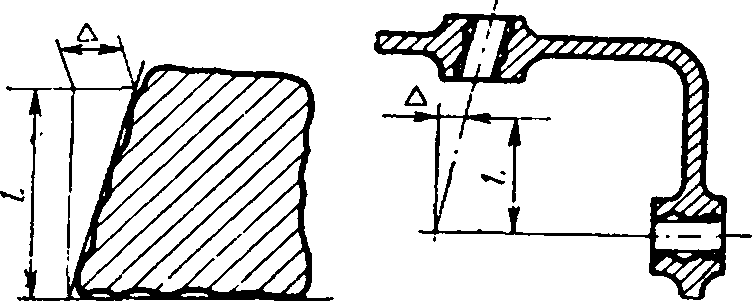
20. Непараллельность (отклонение от параллельности) осей поверхностей вращения (или прямых в пространстве) — непараллельность проекций осей на их общую теоретическую плоскость, проходящую через одну ось и одну из точек другой оси (черт. 14).
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
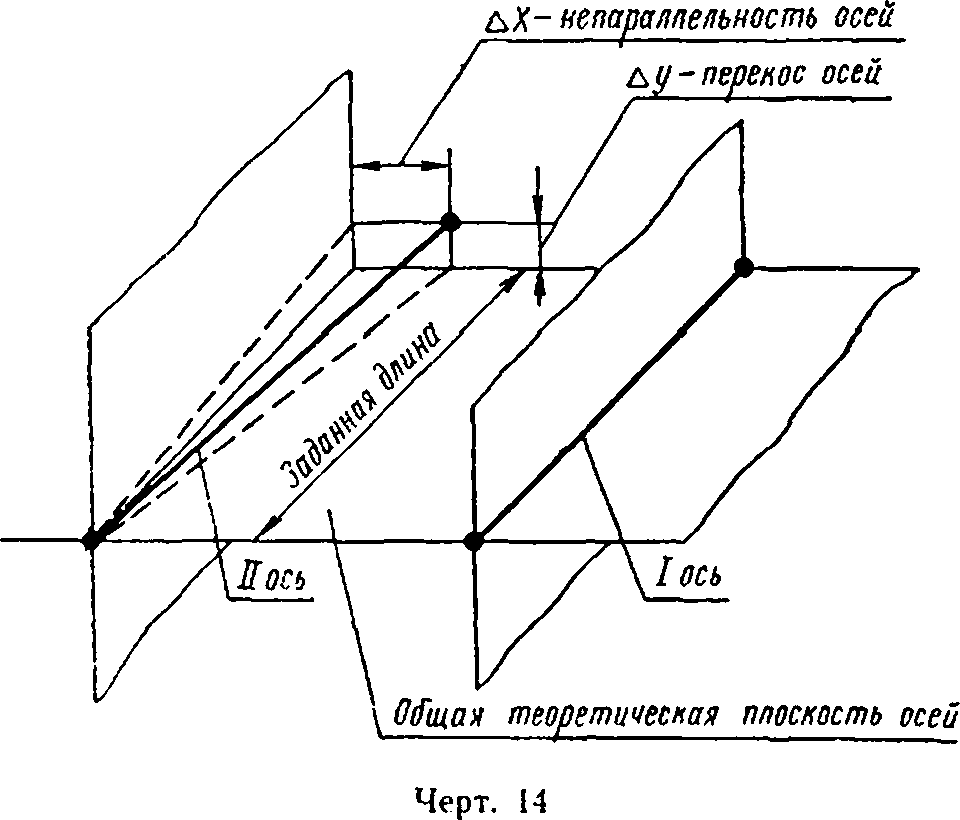
21. Перекос осей (или прямых в пространстве)—не-параллельность проекций осей на плоскость, перпендикулярную к общей теоретической плоскости и проходящую через одну из осей (черт. 14).
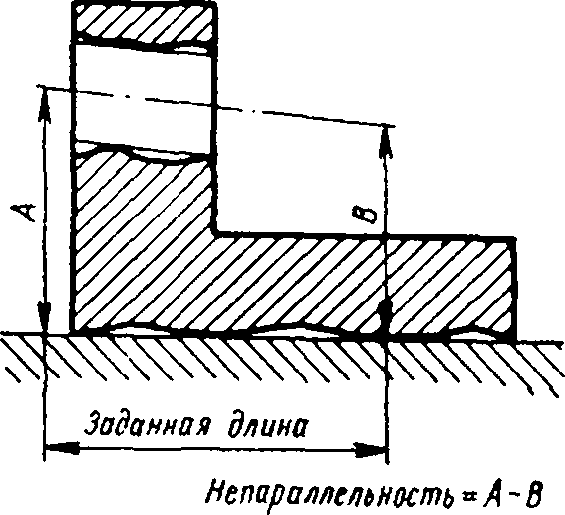
22. Непараллельность (отклонение от параллельности) оси поверхности вращения и плоскости— разность наибольшего и наименьшего расстояний между прилегающей плоскостью и осью поверхности вращения на заданной длине (черт. 15).
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
23. Неперпендикул яркость (отклонение от перпендикулярности) плоскостей, осей или оси и плоскости — отклонение угла между плоскостями, осями или осью и плоскостью от прямого угла (90°), выраженное в линейных единицах на заданной длине (черт. 16). Отклонение от перпендикулярности определяется от прилегающих поверхностей или линий.
Примечание к пп. 18—23. Если длина, к которой следует относить отклонение расположения, не задана, то оно должно определяться на всей длине рассматриваемой поверхности.
24. Торцовое биение —разность наибольшего и наименьшего расстояний от точек реальной торцовой поверхности, расположенных на окружности заданного диаметра, до плоскости, перпендикулярной к базовой оси вращения (черт. 17). Если диаметр не задан, то торцовое биение определяется на наибольшем диаметре торцовой поверхности.
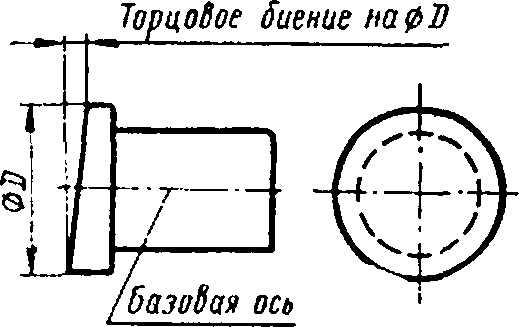
Торцовое биение является результатом неперпендикуляр-ности торцовой поверхности к базовой оси и отклонения формы торца по линии измерения.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
25. Несоосность (отклонение от соосности) относительно базовой поверхности — наибольшее расстояние между осью рассматриваемой поверхности и осью базовой поверхности на всей длине рассматриваемой поверхности или расстояние между этим осями в заданном сечении (черт. 18).
поверхность 1 Несоосность
26. Несоосность (отклонение от соосности) относительно общей ос и — наибольшее расстояние от оси рассматриваемой поверхности до общей оси двух или нескольких номинально соосных поверхностей вращения в пределах длины рассматриваемой поверхности (черт. 19).
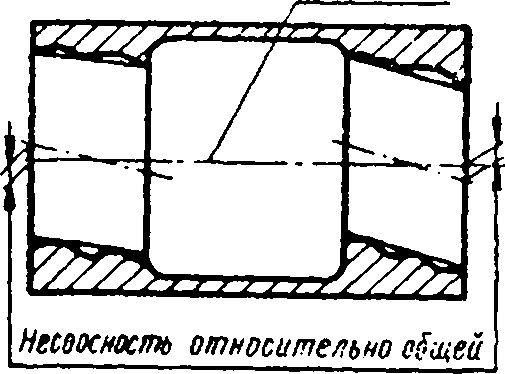
Общей осью двух или нескольких поверхностей при контроле соосности калибро«м является ось калибра (иесоосно-•стью ступеней калибров в данном определении пренебрегаем).
За общую ось двух поверхностей при контроле соосности универсальными средствами измерения принимается прямая,
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
проходящая через эти оси в средних сечениях рассматриваемых поверхностей.
Примечание. Несоосность относительно общей оси целесообразно оговаривать при двух разнесенных поверхностях или при числе поверхностей более двух, если ни одна из этих поверхностей не является базовой.
27. Радиальное биение — разность наибольшего и наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном к этой оси (черт. 20).
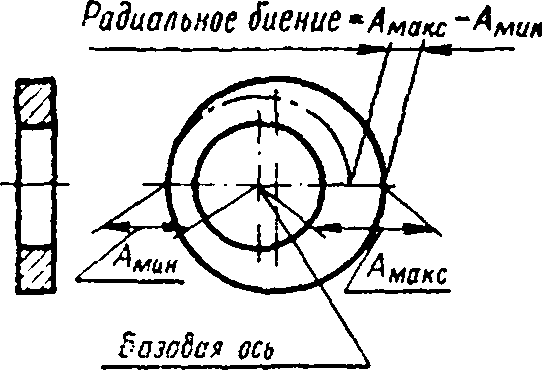
Радиальное биение является результатом смещения центра (эксцентриситета) рассматриваемого сечения относительно оси вращения (эксцентриситет вызывает вдвое большее по величине радиальное биение) и некруглости.
Примечание. Для поверхностей вращения, образующая которых непараллельна базовой оси (например, конических) оговаривается биение в направлении, перпендикулярном к рассматриваемой поверхности.
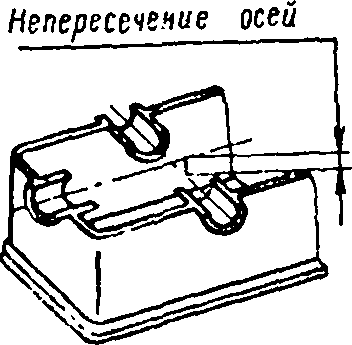
28. Непересечение осей (отклонение от пересечения) — кратчайшее расстояние между осями, номинально пересекающимися (черт. 21).
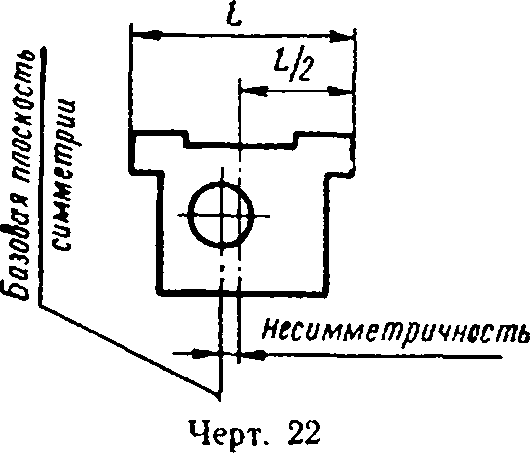
29. Несимметричность (отклонение от симметричности)— наибольшее расстояние между плоскостью симмет-
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
рии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности (черт. 22).
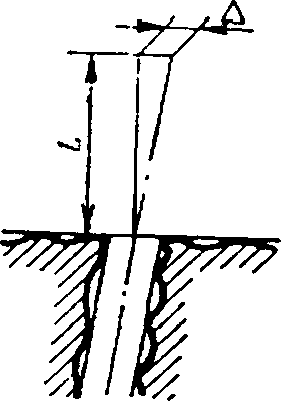
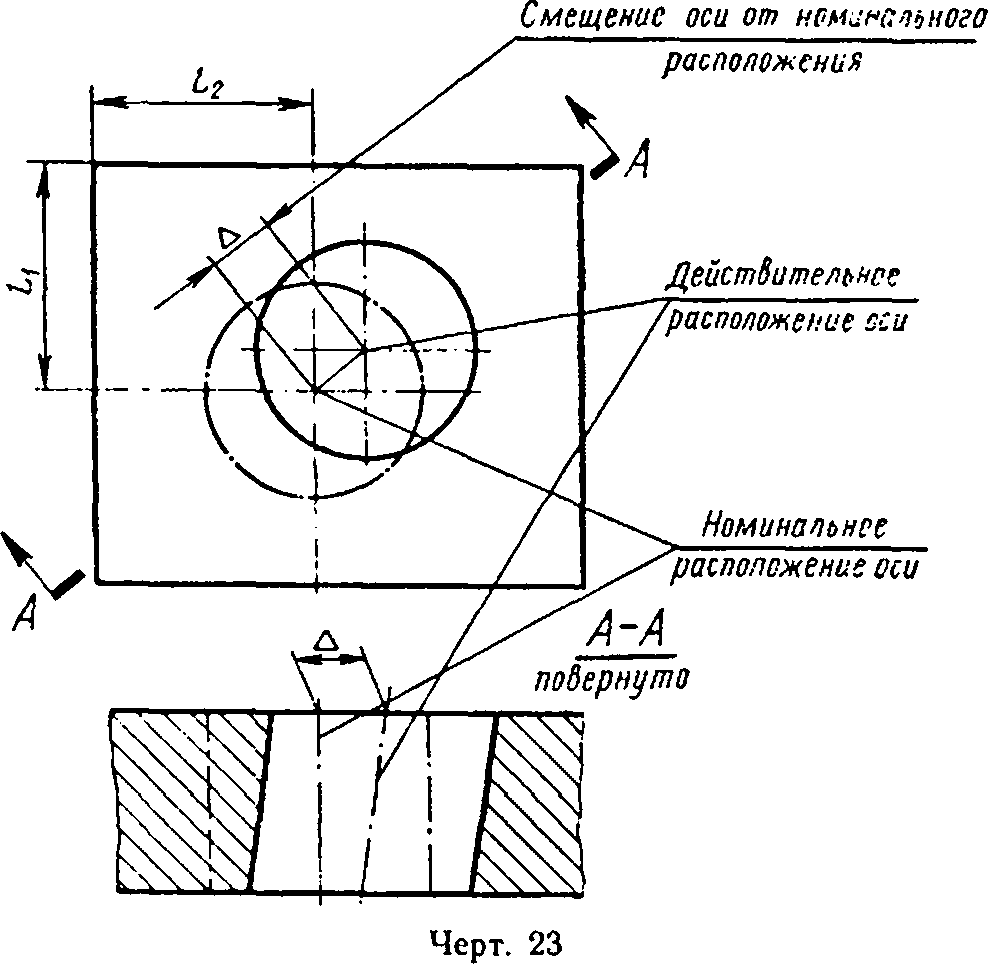
30. Смещение оси (или плоскости симметрии) от номинального расположения — наибольшее расстояние между действительным и номинальным расположениями оси (или плоскости симметрии) на всей длине рассматриваемой поверхности (черт. 23). Если заданы базы, то номинальное расположение определяется относительно баз.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
Примечание. Отклонения размеров, определяющих расположение осей или плоскостей симметрии, могут ограничиваться двумя способами:
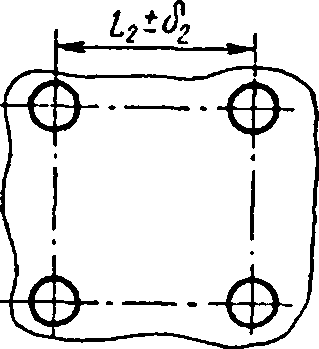
а) заданием предельных отклонений для расстояний между осями или плоскостями симметрии (черт. 24а);
б) заданием предельного смещения осей или плоскостей симметрии от номинального расположения (черт. 246).
Второй способ рекомендуется применять при расположения.
III. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
31. Предельные отклонения формы и расположения поверхностей приведены в табл. 1—4 и должны назначаться при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения формы и расположения поверхностей ограничиваются полем допуска на размер (см. примечания к табл. 2 и 3) или регламентируются в нормативных материалах на допуски, не проставляемые у размеров.
Таблица 1 Предельные отклонения от плоскостности и прямолинейности
Интервалы номинальных длин, мм
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
Интервалы номинальных длин, мм
Примечание. Допускается нормирование плоскостности числом пятен на заданной площади при контроле 0 » 3 леи под крепежные детали 0 5 мм (черт. 26) допуск на расстояние между осями отверстий задан ±0,2 мм (допуск зависимый). Допуск Анаим рассчитан исходя из наименьшего зазора гнаим по формуле
При наибольших предельных диаметрах отверстий зазоры увеличатся не менее чем на 0,3 мм и без ущерба для собираемости деталей можно допустить отклонение расстояния между осями отверстий в пределах
Рациональным средством контроля расположения поверхностей в случае назначения зависимых допусков являются проходные комплексные калибры. Признаком годности детали является вхождение калибра в деталь. При этом имеют место те же зависимости между зазорами и отклонениями расположения, что и для соединения деталей. Всякое отклонение действительного размера проверяемой поверхности от предельного значения, соответствующего наименьшему зазору, будет означать увеличение зазора между контролируемой деталью и калибром, а следовательно, и увеличение предельного отклонения расположения, ограничиваемого калибром. Так как такое же увеличение зазора будет н в соединении данной детали с парной деталью, то нарушения взаимозаменяемости не произойдет. Таким образом, применение калибров позволяет осуществить правила приемки деталей, вытекающие из толкования зависимых допусков, причем это происходит автоматически, без определения действительных отклонений размеров и каких-либо расчетов.
ПРИЛОЖЕНИЕ 2 к ГОСТ 10356—63
ПРИМЕРЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Приведенные в настоящем приложении примеры измерения служат лишь для пояснения определений и не предопределяют методики контроля отклонений формы и расположения поверхностей.
А. Примеры измерения отклонений формы
Исключение влияния шероховатости поверхности при контроле отклонений формы практически достигается применением измерительных наконечников с радиусом закругления, значительно большим (в 100—1000 раз), чем у алмазных игл, применяемых при контроле шероховатости поверхности.
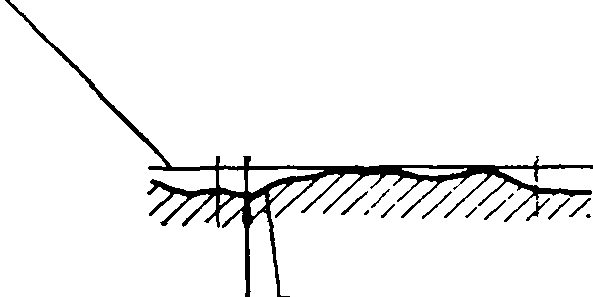
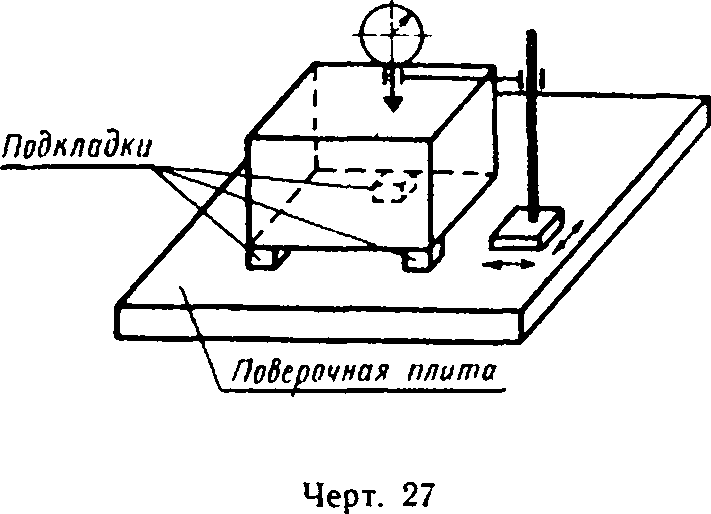
Деталь выверяется так, чтобы три точки проверяемой поверхности, не лежащие на одной прямой (по возможности наиболее разнесенные между собой), находились на одинаковом расстоянии от плоскости поверочной плиты. Приближенно принимается, что при такой выверке прилегающая плоскость параллельна плоскости поверочной плиты. Определяется разность показаний измерительной головки при перемещении ее в различных направлениях (черт. 27).
По результатам измерения расположения точек проверяемого сечения относительно базовой плоскости (например, плоскости контрольной плиты или поверхности горизонта) строится профилограмма сечения. На диаграмме проводится прилегающая прямая, от которой отсчитываются отклонения.
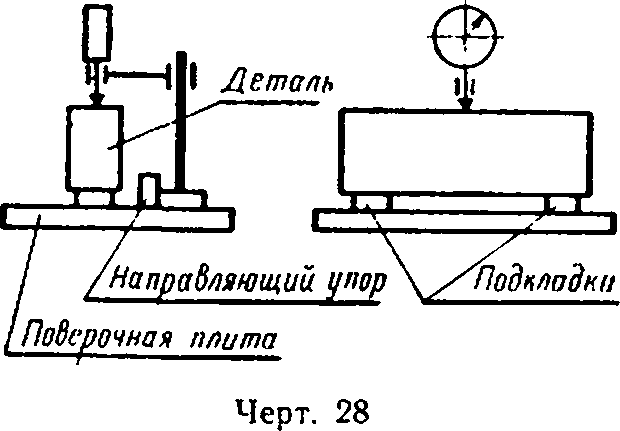
При упрощенном контроле непрямоликейности деталь выверяется так, чтобы две точки проверяемого отрезка (по возможности наиболее разнесенные между собой) находились на одинаковом расстоянии от плоскости поверочной плиты. Приближенно принимается, что при такой выверке прилегающая прямая параллельна плоскости поверочной плиты.
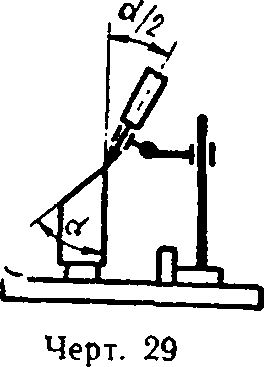
Определяется разность между наибольшим и наименьшим показаниями измерительной головки (черт. 28). Если необходимо определить отклонение от прямолинейности линии пересечения двух плоскостей, то плоскость измерения должна проходить через биссектрису угла между обеими плоскостями (черт. 29).
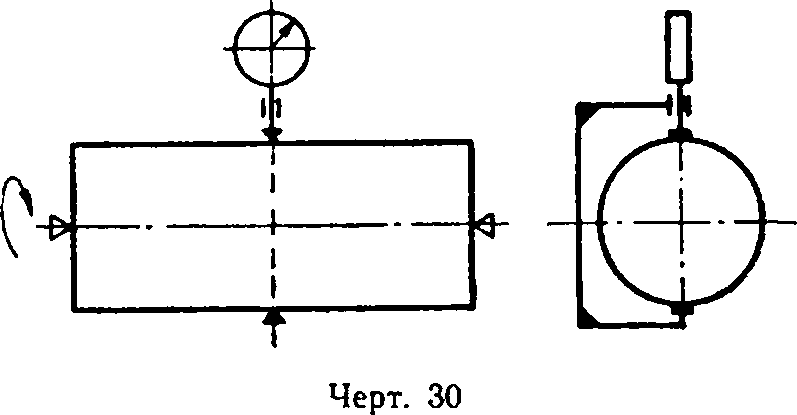
При отсутствии огранки с нечетным числом граней и изогнутости нецилиндричность определяется как полуразность между наибольшим и наименьшим диаметрами поверхности, измеренными двухконтактным прибором (черт. 30). Если имеются огранка с нечетным числом граней или изогнутость, то для косвенного определения нецилиндричиости они измеряются отдельно (примеры измерения приведены ниже) и суммируются с полуразностью между наибольшим и наименьшим диаметрами. Суммирование производится арифметически, если не известны закономерности, которым следуют сочетания различных погрешностей.
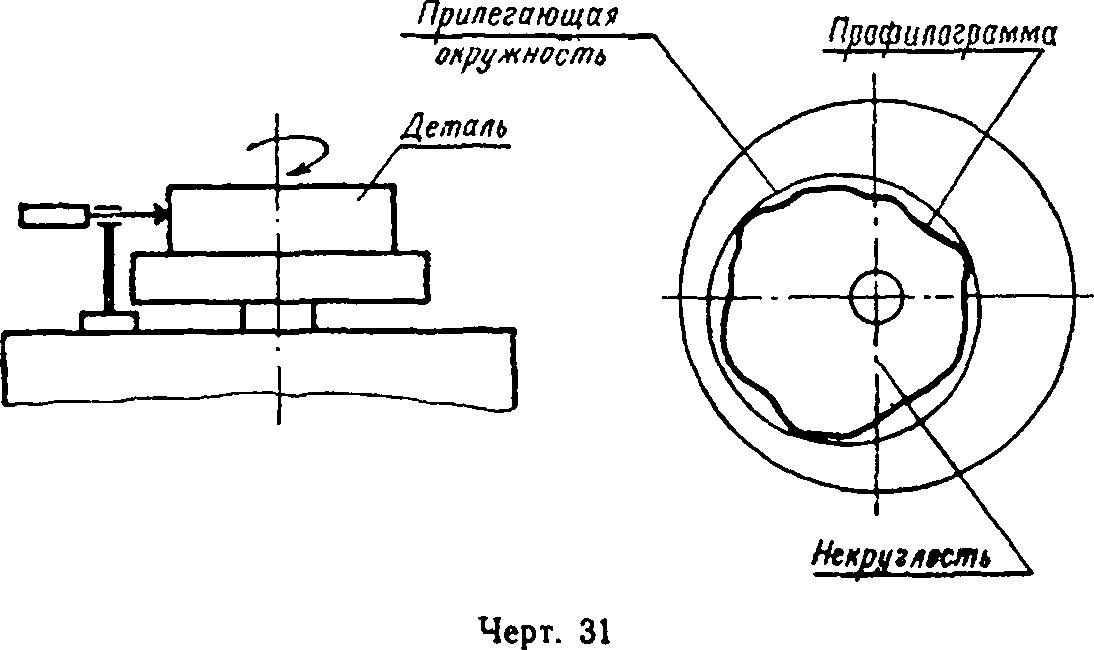
На приборе, обеспечивающем точное вращение проверяемой детали и датчика относительно друг друга, записывается профилограмма поперечного сечения (черт. 31). Деталь предварительно центрируется. Остаточный эксцентриситет проверяемого сечения относительно оси вращения исключается проведением на диаграмме прилегающей окружности (при записи в полярных координатах) или синусоиды, соответствующей прилегающей окружности (при записи в прямоугольных координатах), от которой отсчитываются отклонения.
При отсутствии огранки с нечетным числом граней некруглость определяется как полуразность между наибольшим и наименьшим диаметрами сечения, измеренными двухконтактиым прибором.
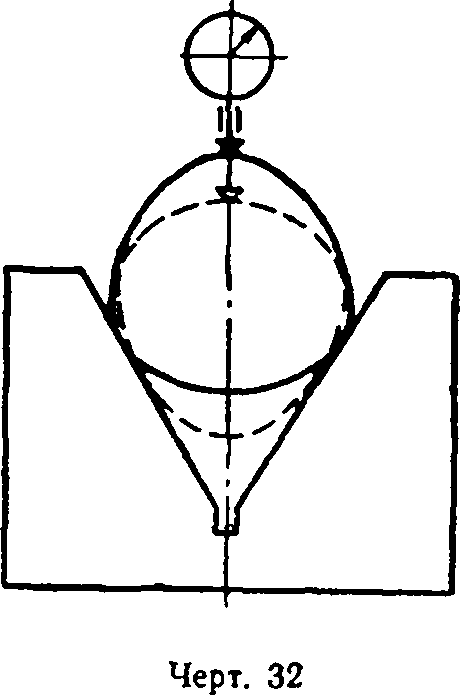
Овальность определяется измерением наибольшей разности диаметров в двух взаимно перпендикулярных направлениях. Огранка измеряется в кольце или на призме. При контроле на призме (черт, 32) величина огранки определяется пересчетом показания отсчетной головки с учетом числа граней и угла призмы.
Отклонение профиля продольного сечения
При одной установке детали записываются одна возле другой профилограммы обеих образующих продольного сечения. На диаграмме строится прилегающая фигура, от сторон которой отсчитываются отклонения. При отсутствии изогнутости отклонение профиля продольного сечения определяется как полуразность между наибольшим и наименьшим диаметрами сечения, измеренными двухконтактным прибором.
Ко ну сообрази ость определяется измерением диаметров по краям продольного сечения, абочкообразность и седлообразно с т ь — по краям и в середине продольного сечения.
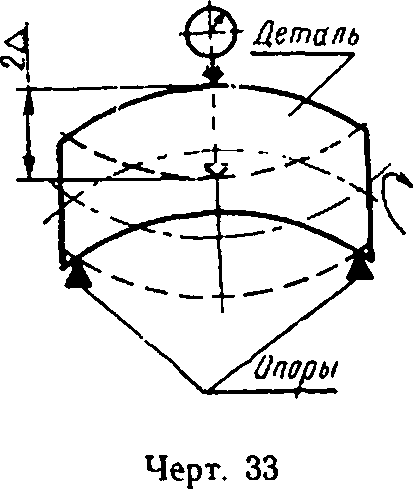
Изогнутость определяется при вращении детали, базирующейся на двух разнесенных опорах, под наконечником измерительной головки (черт. 33). Колебание показаний головки равно удвоенной величине изогнутости.
Б. Примеры измерения отклонений расположения
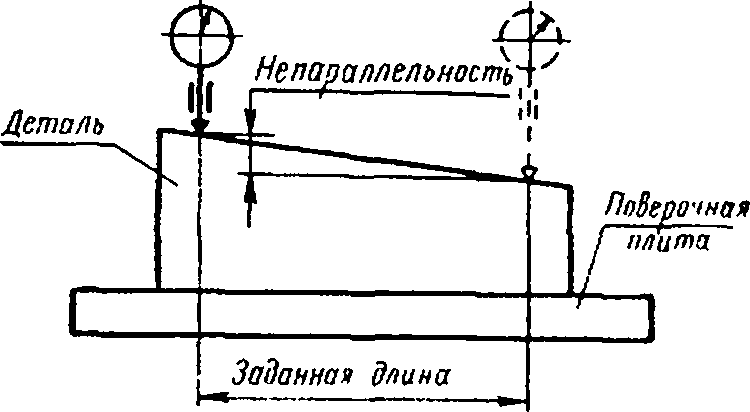
Деталь устанавливают базовой поверхностью на поверочной плите, относительно которой определяется разность размеров на заданной длине (черт. 34). Неилоскостность проверяемой поверхности в данном случае войдет в погрешность измерения.
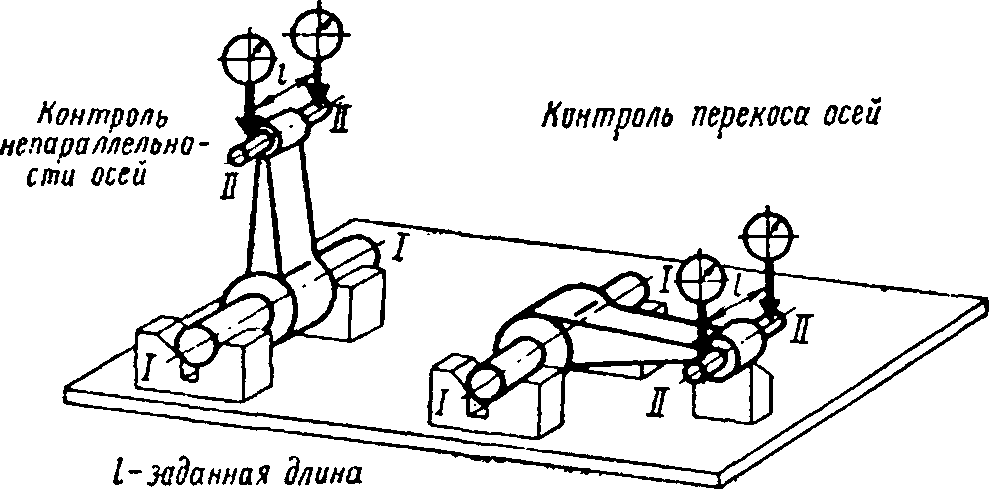
Непараллельное™ и перекос осей
Непараллельное™ осей практически определяется как разность расстояний между осями на заданной длине.
Непараллельное™ и перекос осей могут быть определены с помощью индикаторного прибора (черт. 35). Деталь выверяется так, чтобы ось 1—1 была параллельна плоскости поверочной плиты.
П р и м е ч а н и е. Расположение оси цилиндрической прилегающей поверхности при измерении обычно определяется по соответствующей образующей этой поверхности (это относится и к другим примерам измерения расположения цилиндрических поверхностей).
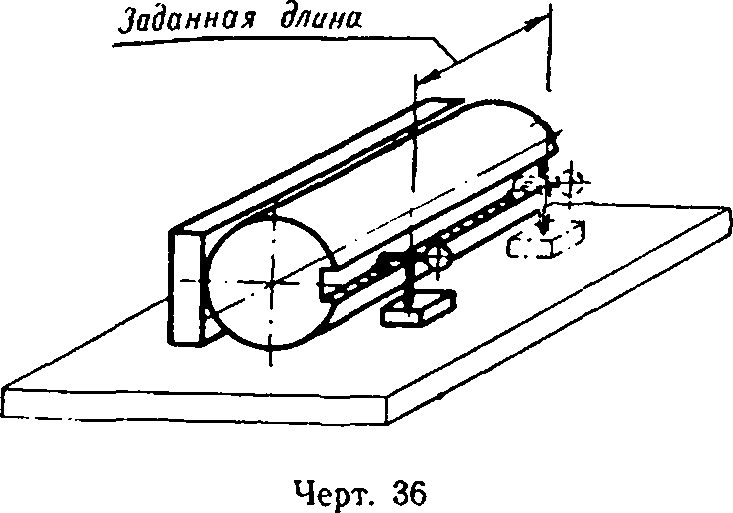
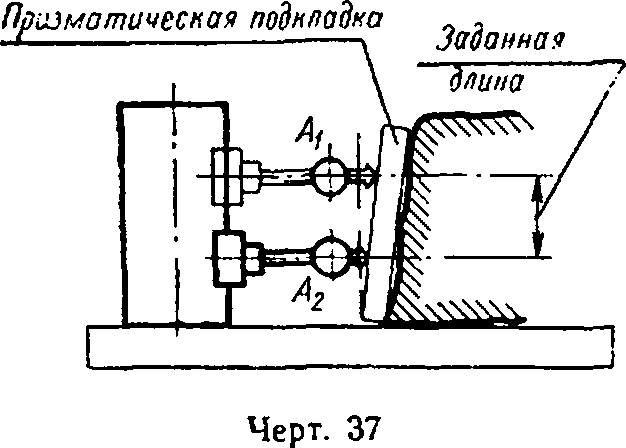
Непараллельное™ осн и плоскости
Если базовой является цилиндрическая поверхность, деталь устанавливается на поверочной плите согласно черт. 36. Определяется разность показаний измерительной головки на заданной длине. Непрямолинейность проверяемой поверхности в данном случае вызовет погрешность измерения.
Деталь устанавливают базовой поверхностью на поверочной плите. Определяют на заданной длине разность показаний измерительной головки, перемещающейся перпендикулярно к плоскости плиты (черт. 37).
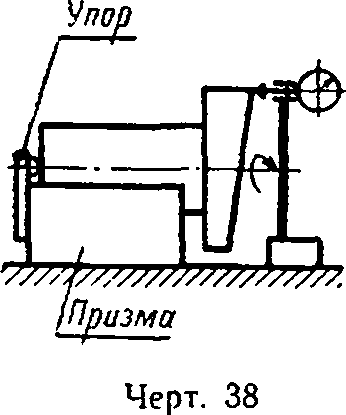
Деталь устанавливается базовой поверхностью и фиксируется в осевом направлении (черт. 38). Определяется разность между наибольшим и наименьшим показаниями измерительной головки, полученными при вращении детали.
Несоосность относительно базовой поверхности определяется обычно измерением радиального биения проверяемой поверхности в заданном сечении или в крайних сечениях при вращении детали вокруг оси базовой поверхности.
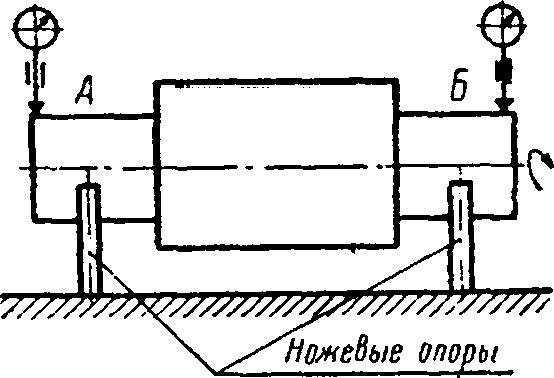
Несоосность шеек вала А и Б (черт. 39) относительно их общей оси определяется при вращении вала на двух ножевых опорах, находящихся в средних сечениях шеек.
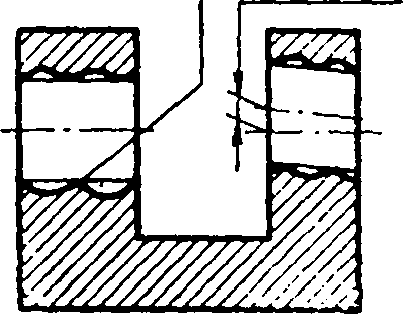
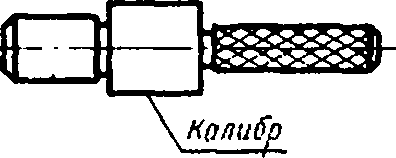
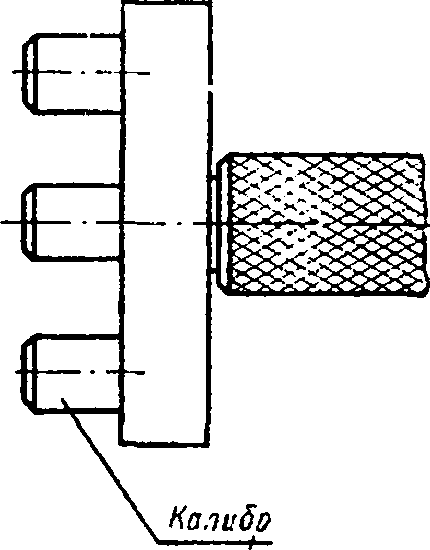
При зависимых допусках несоосность целесообразно контролировать с помощью калибров (черт. 40).
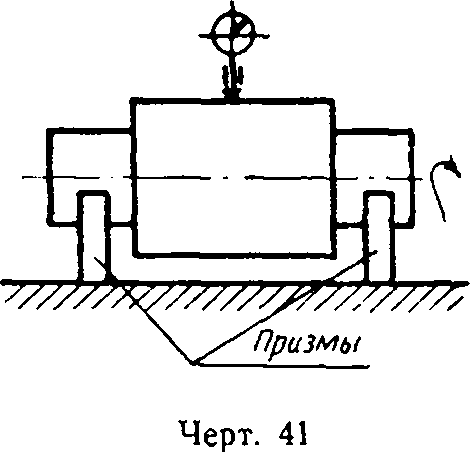
Деталь устанавливается базовыми поверхностями на призмы (черт. 41). Определяется разность между наибольшим и наименьшим показаниями измерительной головки, полученными при повороте детали на полный оборот.
Поворачивая деталь на 180°, при помощи измерительной головки определяют полуразность расстояний А и В (черт. 42).
При зависимых допусках несимметричность целесообразно контролировать калибрами.
Н е п е р е с с ч с п и с осей
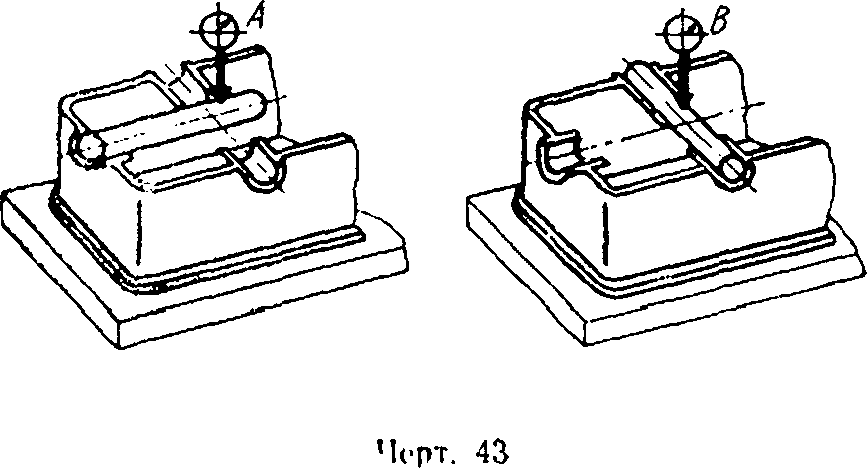
Измеряется высота образующей соответствующей оправки над базовой поверхностью в точке пересечения осей (положения А и В, черт. 43). Определяется разность показаний измерительной головки с учетом диаметров применяемых оправок.
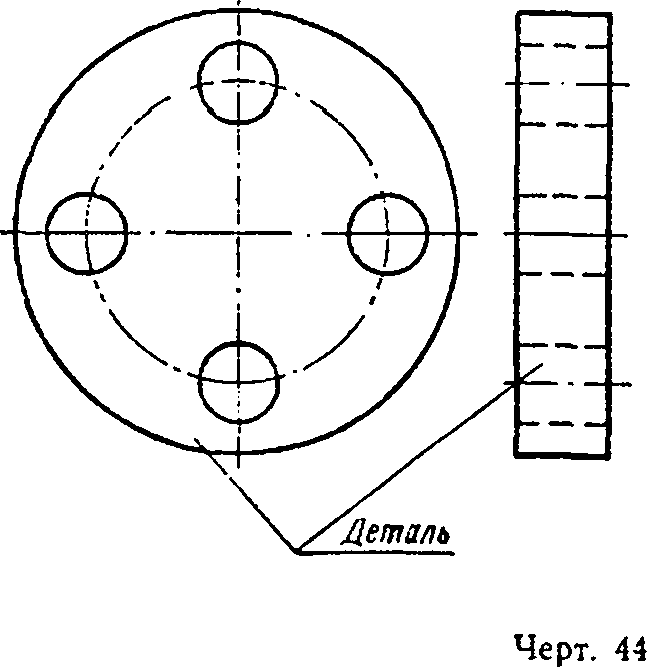
Предельное смещение осей или плоскостей симметрии от номинального расположения
Контролируется калибром, измерительные поверхности которого имеют размеры, определенные с учетом предельного смещения, и расположение, совпадающее с номинальным расположением контролируемых поверхностей (черт. 44). Если смешение от номинального расположения задано относительно баз, калибр должен иметь соответствующие базовые поверхности.
Стлпл-цппи. Мосдпя. Сдано о паб 9Д11*63 г. Поди, в печ. 11/V-63 г. 1.75 п. л.
Тир. 15000. Тип tMocKuhCKHp псчоИ’нк». Москва, Лялин огр. 6. Зак. 948



