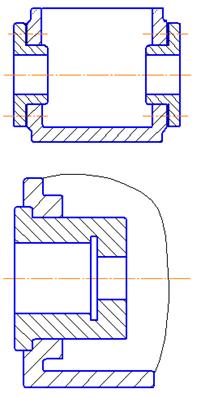
Способы повышения технологичности конструкции детали при механической обработке
1. Исключение обработки внутренних торцов, канавок и других поверхностей внутри корпуса. Выполнять за счет использования уже обработанных стаканов.
2. Расчленение деталей значительно упрощает получение труднообрабатываемых поверхностей в корпусах и сложных отверстиях для обеспечения соосности.
3. Разграничение обрабатываемых поверхностей улучшает условия резания, повышает стойкость инструмента и повышает точность обработки.
4. Сокращение числа обрабатываемых поверхностей, уменьшение размеров обрабатываемых поверхностей достигается за счет литейного обнижения
5. Исключение обработки с двух сторон.
6. Уменьшение числа инструментов. Расширяет номенклатуру деталей получаемых на данном станке с ЧПУ. Предпочтительно иметь несоосные отверстия, но с одинаковыми резьбовыми отверстиями.
7. Обработка за один установ. Позволяет повысить точность и эффективность использования оборудования.
8. Уменьшение расхода материала. За счет рациональной конструкции.
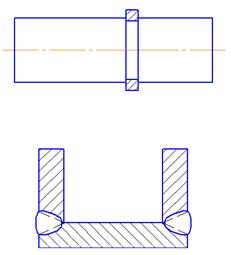
9. Разграничение поверхностей, доступ инструмента. Создание условий для свободного выхода инструмента.
10. Рациональное размещение отверстий.
Типовые размерные связи
Не рационально
Рационально
Список использованной литературы
1.В. В. Бушуев, «Практика конструирования машин», Москва, Машиностроение, 2006 г., 448с., ил.
2.«Технологичность конструкции изделия», под ред. Ю. Д. Амирова, Москва, Машиностроение, 1990 г., 768 с., ил.
Что такое обнижение на детали
А у меня предложение следующее: если по теме сказать нечего то есть много тем в стиле «С днем рождения Дядя Петя» или «как СССР нам мешает побеждать», вот там пургу и будем гнать. А в этих темах дайте высказатся кому это действительно надо, не засоряйте пожалуйста.
Под понятием подразумевается положение его центра тяжести.
В охотничьих дробовых ружьях валового выпуска центр тяжести находится в 55-65 мм от казенного среза стволов.
Ружье, правильное положение центра тяжести которого достигается путем заделки в затыльник приклада свинца или наваркой металла на конец ствола, будет построено неправильно. Оно не будет посадистым.
Утяжеленные концы такого ружья будут обладать большой инертностью, особенно при стрельбе по фронтально движущимся целям. Успешная стрельба по таким целям из этого ружья всегда будет затруднена.
О балансе ружья судят и по показателю баланса, который определяют по формуле:
Дробовые ружья, предназначенные для производства успешного выстрела в короткий срок (0,8-1,0 сек.) в различных направлениях, должны быть удобны для быстрого и легкого поворота стрелка с ружьем.
Для этого большая часть их веса должна быть сосредоточена около середины, а концы ружья, наоборот, должны быть по возможности облегчены, конечно, не в ущерб прочности.
Среди охотников существует также и второе понятие посадистости ружья: легкость и удобство управления им при выстреле по быстро-движущимся целям.
Это в значительной степени зависит не только от правильного весового соотношения узлов ружья, но также и от формы и размеров его спусковых крючков, спусковой скобы, размеров шейки ложи и т. п.
Исследованием большого количества садочных и охотничьих ружей высокого разбора удалось вывести формулу посадистости дробового ружья. Сущность ее такова: вес колодки с ложей, деленный на вес стволов с цевьем, должен давать отношение, равное единице с тремя десятичными знаками:
Разумеется, эта закономерность справедлива лишь в том случае, если центр тяжести ружья находится в пределах, указанных выше, а его детали построены без добавления излишнего груза в дерево ложи (затыльник приклада и т. п.) *.
* В ружьях с вертикально спаренными стволами (модель МЦ-6) в казенной части ствольных муфт имеются специальные гнезда, в которые для улучшения посадистости можно добавлять свинец.
Показатель посадистости лучших садочных и охотничьих ружей высокого разбора должен быть в пределах от 1,005 до 0,995.
Что такое обнижение на детали
Единая система защиты от коррозии и старения
ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ
Unified system of corrosion and ageing protection. Metal and non-metal inorganic coatings. General requirements
МКС 25.220 ОКСТУ 0009
Дата введения 1987-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.02.86 N 424
2. Стандарт соответствует СТ СЭВ 4662-84, СТ СЭВ 4664-84, СТ СЭВ 4665-84, СТ СЭВ 4816-84, СТ СЭВ 5293-85, СТ СЭВ 5294-85, СТ СЭВ 5295-85, СТ СЭВ 6442-88, СТ СЭВ 6443-88 в части технических требований
6. ИЗДАНИЕ (октябрь 2010 г.) с Изменениями N 1, 2, утвержденными в марте 1989 г., октябре 1989 г. (ИУС 6-89, 1-90), Поправкой (ИУС 1-91)
Стандарт не распространяется на покрытия, используемые в качестве технологических подслоев, на никелевые, никелево-хромовые, медно-никелевые и медно-никелево-хромовые, имеющие только декоративное назначение, и не учитывает изменения покрытий, появившиеся при сборке и испытаниях изделий.
Требования, не предусмотренные настоящим стандартом, связанные со спецификой деталей, производства и требований к покрытиям, указывают в нормативно-технической и (или) конструкторской документации.
Соответствие покрытий требованиям настоящего стандарта контролируют методами по ГОСТ 9.302.
(Измененная редакция, Изм. N 2).
1. ТРЕБОВАНИЯ К ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА
1.1. Шероховатость поверхности основного металла по ГОСТ 2789, мкм, должна быть не более:
Шероховатость поверхности основного металла под функциональные покрытия должна соответствовать установленной в нормативно-технической и (или) конструкторской документации на изделие.
Указанные требования к шероховатости поверхности не распространяются на нерабочие труднодоступные для обработки и нерабочие внутренние поверхности деталей, резьбовые поверхности, поверхности среза штампованных деталей толщиной до 4 мм, рифленые поверхности, а также на детали, шероховатость основного металла которых установлена соответствующими стандартами. Необходимость доведения шероховатости поверхностей до установленных значений должна быть оговорена в конструкторской документации.
(Измененная редакция, Изм. N 1).
1.3. На поверхности деталей не допускаются:
закатанная окалина, заусенцы;
расслоения и трещины, в том числе выявившиеся после травления, полирования, шлифования;
коррозионные повреждения, поры и раковины.
(Измененная редакция, Изм. N 1).
1.4. Поверхность литых и кованых деталей должна быть без газовых и усадочных раковин, шлаковых и флюсовых включений, спаев, недоливов, трещин.
Допускаемые отклонения на поверхности литых деталей (вид, размер и количество) устанавливают в нормативно-технической и конструкторской документации.
1.5. Поверхность деталей, изготовленных из горячекатаного металла, должна быть очищена от окалины, травильного шлама, продуктов коррозии основного металла и других загрязнений.
1.6. Поверхность деталей после механической обработки должна быть без видимого слоя смазки или эмульсии, металлической стружки, заусенцев, пыли и продуктов коррозии без внедрения частиц инородного материала.
1.5, 1.6. (Измененная редакция, Изм. N 1).
1.7. Поверхность деталей после абразивной обработки, например, гидропескоструйной, галтования и др. должна быть без травильного шлама, шлака, продуктов коррозии и заусенцев.
1.8. Поверхность шлифованных и полированных деталей должна быть однородной, без забоин, вмятин, прижогов, рисок, заусенцев, дефектов от рихтовочного инструмента.
1.9. На поверхности деталей после термообработки (отжига, закалки, нормализации, отпуска, старения, а также термообработки, проводимой для улучшения адгезии последующих покрытий) не должно быть забоин, царапин, трещин, пузырей, коррозионных очагов, расслоений, короблений.
1.10. Сварные и паяные швы на деталях должны быть зачищены, непрерывны по всему периметру для исключения зазоров и проникания в них электролита.
Дефекты, появившиеся при зачистке швов, выполненных среднеплавкими припоями, должны быть устранены подпайкой теми же или легкоплавкими припоями.
На поверхности паяных швов допускается равномерное растекание припоя шириной до 10 мм, отдельные несквозные поры, очищенные от остатков флюса и не нарушающие герметичности паяных швов.
Швы на деталях из титановых сплавов должны быть выполнены способами, исключающими окисление.
Не допускается механическая зачистка швов на деталях, изготовленных пайкой в расплаве солей. Паяные швы на таких деталях должны быть ровными и плотными. На поверхности деталей не должно быть остатков флюсов и выплесков силумина.
Клеевые швы на деталях должны быть сплошными, без вздутий, пузырей и пустот, нe иметь зазоров, в которые может проникать электролит, не содержать излишков клея в околошовной зоне и зачищены механическим способом.
Не допускается наносить химические и электрохимические покрытия на детали, имеющие клеевые соединения.
1.11. Поверхность электрополированных деталей должна быть гладкой, светлой и блестящей без растравливания, прижогов, трещин, неотмытых солей, продуктов коррозии.
Степень блеска не нормируется.
На электрополированной поверхности не являются браковочными следующие признаки:
неравномерный блеск на участках, имеющих различную термическую и механическую обработку;
отдельные матовые и белесые участки на поверхности деталей, к которым не предъявляют требования по декоративности;
следы от потеков воды;
отсутствие блеска в местах сварки;
следы от контакта с приспособлением в виде матовых и темных участков;
механическая полировка (при необходимости) мест контакта с приспособлением и для получения точных размеров детали после электрополирования;
черные точки на резьбе, если нет других указаний в нормативно-технической документации;
следы механической обработки основного металла до электрополирования и другие отклонения, допускаемые нормативно-технической документацией на основной металл.
1.9-1.11. (Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К ПОКРЫТИЯМ
2.1. Требования к внешнему виду покрытия
2.1.1. Поверхность полированного покрытия должна быть однородной, блестящей или зеркальной.
2.1.2. На поверхности покрытий, если нет специальных указаний в конструкторской документации, не являются браковочными следующие признаки:
следы механической обработки и другие отклонения, допускаемые нормативно-технической документацией на основной металл;
незначительная волнистость поверхности покрытия после вытяжки, выявляющаяся после травления;
темные или светлые полосы или пятна в труднодоступных для зачистки отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, местах сопряжения неразъемных сборочных единиц, в сварных, паяных швах, околошовной зоне и местах снятия плакировочного слоя;
неравномерность блеска и неоднотонность цвета;
неоднотонность цвета покрытий на деталях из плакированных металлов с частичной механической обработкой;
следы от потеков воды, хроматирующих и фосфатирующих растворов без остатков солей;
блестящие точки и штрихи, образовавшиеся от соприкосновения с измерительным инструментом, приспособлениями и от соударения деталей в процессе нанесения покрытий в барабанах, колоколах и сетчатых приспособлениях;
изменение интенсивности цвета или потемнение после нагрева с целью обезводороживания и проверки прочности сцепления, снятия изоляции и пропитки;
единичные черные точки на участках, предназначенных под заливку компаундами, герметиками, клеями;
Что такое обнижение на детали
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
(Измененная редакция, Изм. N 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.
Допускается применять угол 60°
Размеры в миллиметрах
при угле заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
Что такое обнижение на детали
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ЧЕРНЫХ МЕТАЛЛОВ
Термины и определения дефектов поверхности
Rolled products of ferrous metals. Surface defects. Terms and definitions
Дата введения 1990-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.11.88 № 3724
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Настоящий стандарт устанавливает термины и определения дефектов поверхности проката из нелегированных и легированных сталей и сплавов: горячекатаных и кованых прутков круглого, квадратного и шестигранного сечения, горячекатаных профилей, листов и полос, холоднокатаных листов и лент, холоднокатаных и холоднотянутых прутков и профилей, а также дефекты формы листов, лент и рулонов.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы, входящих в сферу деятельности по стандартизации или использующих результаты этой деятельности.
Настоящий стандарт должен применяться совместно с ГОСТ 26877-86.
1. Стандартизованные термины с определениями приведены в табл. 1.
2. Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина не допускается. Недопустимые к применению термины-синонимы приведены в табл. 1 в качестве справочных и обозначены пометой «Ндп».
2.1. Приведенные определения можно при необходимости изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в данном стандарте.
2.2. В табл. 1 приведены чертежи.
2.3. В табл. 1 в качестве справочных приведены иноязычные эквиваленты стандартизованных терминов на немецком (D), английском (E) и французском (F) языках.
3. Алфавитные указатели содержащихся в стандарте терминов на русском языке и их иноязычных эквивалентов приведены в табл. 2-5.
4. Термины, определения и чертежи дефектов формы листа, ленты и рулона приведены в приложении 1 (табл. 6).
5. Алфавитные указатели терминов дефектов формы листа, ленты и рулона на русском языке и их иноязычных эквивалентов приведены в приложении 1 (табл. 7-10).
6. Дополнительные термины приведены в приложении 2.
Дефекты поверхности, обусловленные качеством слитка и литой заготовки
D. Eingewaltzter Sand Und Eingewaltzte Schlacke E. Rolled slag patch, Sand mark F. Contamination
Дефект поверхности, представляющий собой вытянутое в направлении деформации раскатанное (раскованное) поверхностное загрязнение слитка или литой заготовки шлаком, огнеупором, теплоизоляционной смесью
2. Раскатанная (раскованная) корочка
D. Ausgewalzter Schlackeneisenschluss E. Shelf, Rolled crust F.
Дефект поверхности, представляющий собой частичное отслоение или разрыв металла, образовавшееся в результате раскатки (расковки) завернувшихся корочек, имевшихся на поверхности слитка или литой заготовки и представляющих собой окисленный металл, сопровождающийся скоплениями неметаллических включений сложного состава
Ндп. Волос Волосовидная трещина
D. Haarriss, Schuppe Е. Hairline, Spill F. Fissure capillaire
Дефект поверхности в виде нитевидных несплошностей в металле, образовавшихся при деформации имеющихся в нем неметаллических включений
D. Eingewalzte Blase Е. Rolled blister F. Soufflure
Дефект поверхности в виде прямолинейной продольной различной протяженности и глубины тонкой трещины, образовавшейся при раскатке (расковке) наружного или подповерхностного газового пузыря слитка или литой заготовки.
1. Дефект часто располагается группами. Иногда встречаются единичные дефекты.
2. На микрошлифе полость дефекта имеет форму мешка, обычно заполнена окалиной и располагается перпендикулярно или под различными углами к поверхности заготовки. К дефекту прилегает обезуглероженная зона с четкими границами, насыщенная мелкими частицами оксидов.
Ндп. Травильный пузырь
D. Beizblase, Geschlossene Blasen (Beulen)
Дефект поверхности в виде локализованного вспучивания металла, образующегося на поверхности листа и ленты из-за повышенного местного загрязнения металла газами или неметаллическими включениями.
Примечание. Образованию пузыря-вздутия способствует травление металла с насыщением его водородом или нагрев.
Ндп. Раздвоение Расслой Расщепление Следы усадочной рыхлости Торцевой вырыв Язык
D. Dopplung Е. Delamination F. Exfoliation
Дефект поверхности в виде трещин на кромках и торцах листов и других видов проката, образовавшихся при наличии в металле усадочных дефектов, внутренних разрывов, повышенной загрязненности неметаллическими включениями и при пережоге.
1. Расслоение может сопровождаться вздутием поверхности листа.
2. Расслоение может быть обнаружено при резке металла.
7. Слиточная рванина
Ндп. Сотовая рвань Надрывы
D. Brandriss Von Blocken, E. Ingot hot tear F. Crique
Дефект поверхности в виде разрыва, образовавшегося в начале прокатки (ковки) по участкам слитка, пораженным дефектами.
Примечание. Дефект обусловлен нарушением технологии выплавки и разливки металла.
Ндп. Заливина Корка Отслоение
D. Schale E. Sliver, Rolled scab F. Repliure de lingot
Дефект поверхности в виде отслоения языкообразной формы, частично соединенного с основным металлом, образовавшегося от раската окисленных брызг, заплесков и грубых неровностей поверхности слитка, обусловленных дефектами внутренней поверхности изложницы.
Примечание. На микрошлифе нижняя поверхность слиточной плены и находящийся под ней металл загрязнены оксидами или нитридами или частицами утеплительной смеси и обычно обезуглерожены.
9. Раскатанный пригар
Ндп. Пригар E. Rolled burn-on F. Sable incruste
Дефект поверхности в виде темного пятна неправильной формы, образовавшегося от раската куска металла, приварившегося к слитку из-за нарушения технологии разливки или из-за неисправности изложницы.
Примечание. При выгорании или выпадении раскатанного пригара на поверхности листа остаются углубления с разрывами по краям.
Дефект поверхности, представляющий собой разрыв металла, образовавшийся при раскатке (расковке) продольной или поперечной трещины слитка или литой заготовки.
Примечание. На микрошлифе трещина располагается под прямым или острым углом к поверхности, у поверхности более широкая с постепенным сужением вглубь, извилистая, имеет разветвленный конец. Стенки дефекта покрыты окалиной, прилегающие к ним участки обезуглерожены и насыщены диффузионными оксидами.
Ндп. Крупный надрыв Усадка Усадка-вздутие Усадочная раковина Усадочная рыхлость
D. Grober Е. Pipe
Дефект поверхности листа в виде чередующихся вздутий, идущих поперек прокатки от торца по плоскости листа, образовавшихся при наличии полостей и рыхлости в осевой зоне слитка.
1. Между волнами гармошки могут возникать разрывы металла.
2. На микрошлифе в осевой зоне под гармошкой обнаруживается нарушение сплошности металла, частицы включений и зоны ликвации.
Дефекты поверхности, образовавшиеся в процессе деформации
12. Деформационная рванина
Ндп. Рвань Надрывы Пережог Перегрев
D. Brandriss Е. Hot tears F. Crique
Дефект поверхности в виде раскрытого разрыва, расположенного поперек или под углом к направлению наибольшей вытяжки металла при прокатке или ковке, образовавшийся вследствие пониженной пластичности металла.
1. Причина пониженной пластичности обусловлена технологией выплавки металла или нарушением режимов нагрева или деформации.
2. На микрошлифе в зоне дефекта наблюдаются разветвленные разрывы металла.
13. Рванина на кромках
Ндп. Рваная кромка Зазубрина Зарезь кромки Надрывы по кромке
D. Kantenriss Е. Cracked edge F. Crique sur les bords
Дефект поверхности листа и ленты в виде разрыва металла по кромкам листа и ленты, образовавшегося из-за нарушения технологии прокатки, а также при прокатке металла с пониженной пластичностью, обусловленной технологией выплавки.
Дефект поверхности в виде раскатанной складки на кромке листа, напоминающей по форме зигзагообразную трещину, образующуюся при прокатке без кантовки или путем закатки наплывов, появляющихся при деформации слитков с непрогретой сердцевиной.
Примечание. На поперечном микрошлифе около затянутой кромки наблюдается обезуглероживание металла и закат окалины.
15. Прокатная плена
Ндп. Корка Отслоение Чешуя
D. Gewalzte Schale Е. Sliver, Rolling skin F. Repliure
Дефект поверхности, представляющий собой отслоение металла языкообразной формы, соединенное с основным металлом одной стороной, образовавшееся вследствие раскатки или расковки рванин, подрезов, следов глубокой зачистки дефектов или сильной выработки валков, а также грубых механических повреждений.
Примечание. На микрошлифе в зоне дефекта может наблюдаться окалина, металл обезуглерожен.
D. Spannungsriss Е. Stress crack F. Crique de tension
Дефект поверхности, представляющий собой разрыв металла, идущий вглубь под прямым углом к поверхности, образовавшийся вследствие напряжений, связанных со структурными превращениями или неравномерным нагревом и охлаждением.
Примечание. На микрошлифе трещина напряжения имеет разветвленный конец и проходит по границам зерен. Окисление и обезуглероживание в зоне дефекта происходит только при последующем нагреве.
D. Loch Е. Pigeon hole F.
Дефект поверхности в виде выходящей на поверхность полости со сглаженными и окисленными стенками, образовавшейся при ковке или прокатке в результате раскрытия внутренней трещины, которая возникла под действием напряжений при нагреве холодного металла
Ндп. Заусенец Выступ Плечи Лампас
D. Walznat Е. Ridge F. Sailie
Дефект поверхности, представляющий собой продольный выступ с одной или двух диаметрально противоположных сторон прутка, образовавшийся вследствие неправильной подачи металла в калибр, переполнения калибров или неправильной настройки валков и привалковой арматуры.
D. F. Coupe de laminage
Дефект поверхности в виде продольного углубления, расположенного по всей длине или на отдельных участках поверхности проката и образовавшегося вследствие неправильной настройки привалковой арматуры или одностороннего перекрытия калибра.
Дефект поверхности тонкого листа в виде частично закатанной складки, расположенной вдоль или под углом к направлению прокатки, образовавшейся из-за деформации различной степени по ширине листа и иногда сопровождаемой сквозным разрывом металла.
D. Е. Wrinkles F. Rides
Дефекты поверхности в виде группы чередующихся продольных углублений и выступов, располагающихся, в основном, по всей длине раската, преимущественно в зоне, соответствующей разъему валков, и образовавшихся при повышенных обжатиях боковых граней.
1. На листах дефект располагается, в основном, на кромках из-за неравномерной деформации по высоте заготовки.
2. Дефект может иметь вид прикатанных складок.
3. На микрошлифе дефект имеет вид полости с закругленными концами, частично заполненной окалиной. В зоне дефекта иногда наблюдается местное увеличение обезуглероженного слоя.
D. Е. Lap F. Repliure de laminage
Дефект поверхности, представляющий собой прикатанный продольный выступ, образовавшийся в результате закатывания уса, подреза, грубых следов зачистки и глубоких рисок.
1. Дефект часто расположен с двух диаметрально противоположных сторон и может иметь зазубренный край.
2. На поперечном микрошлифе дефект располагается под острым углом к поверхности без разветвления, заполнен окалиной и сопровождается искажением структуры. Металл вокруг дефекта обезуглерожен
D. Е. Forging fold F. Repliure de forgeage
Дефект поверхности, представляющий собой придавленный выступ, образовавшийся при ковке в результате неравномерного обжатия.
Примечание. На микрошлифе конец закова заполнен окалиной и сопровождается искажением структуры. Металл в зоне дефекта обезуглерожен.
D. Riefe Е. Groove, Guide mark F. Rainure
Дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла изношенной прокатной арматурой.
Примечание. Дефект не сопровождается изменением структуры и неметаллическими включениями. На последующих операциях края риски могут прикатываться.
25. Сквозные разрывы
D. Е. Through tears F. Ruptures,
Дефект поверхности в виде сквозных несплошностей листа и ленты, образующихся при деформации полосы неравномерной толщины или с вкатанными инородными телами.
Примечание. Причиной неравномерной толщины полосы может быть зачистка дефектов на глубину, превышающую допуск, наличие рыхлости и поперечная разнотолщинность.
Ндп. Надрывы местные Надрывы по окалине
D. Е. Surface tears F. Cassures, Dechirures
Дефект поверхности в виде поперечных несквозных разрывов на тонких листах, образующихся при прокатке в местах забоин, углублений от зачистки, раскатанных загрязнений и окалины.
D. Schrammen Е. Guide scratch
Дефект поверхности в виде широких продольных углублений, образующихся от резкого трения проката о детали прокатного и подъемно-транспортного оборудования.
D. Durchstiche Е. Pricks F. Piqures
Дефекты поверхности в виде периодически повторяющихся точечных углублений или сквозных отверстий, образовавшихся от соприкосновения ленты с остроугольными наварами на роликах термических печей, травильных агрегатов и вспомогательного оборудования.
Ндп. Бугорки Насечки Выступы Сетка разгара Наплывы Надавы от валков
D. Е. Indentations and rollmarks F. Marques du cylinde de laminoir
Дефект поверхности в виде углублений или выступов, расположенных по всей поверхности или на отдельных ее участках, образовавшихся от выступов и углублений на прокатных валках, роликах или ковочном инструменте.
Примечание. На катаном металле дефект периодически повторяется по длине раската.
Дефект поверхности в виде светлых пятен или матовых полосок, образующихся при холодной прокатке подката, имеющего отпечатки, а также раковины-вдавы, забоины, продиры или следы глубокий зачистки.
Примечание. На микрошлифе наблюдается местное, в виде пленочек, отслоение металла.
31. Сетка отпечатков
Ндп. Сетка разгара Узоры
D. Abdrucknetz Е. Net shaped roll marks F. des marques
Дефект поверхности в виде периодически повторяющихся, имеющих форму сетки выступы, образующиеся от вдавливания прокатываемого листа или ленты в трещины изношенных валков.
Примечание. Сетка отпечатков обычно встречается на одной стороне листа.
D. Schuppenheit Е. Rippled surface F. Еcailles
Дефект поверхности, представляющий собой отслоения и разрывы в виде сетки, образовавшиеся вследствие перегрева или пониженной пластичности металла периферийной зоны.
1. Снижение пластичности может быть вызвано выделением по границам зерен легкоплавких составляющих или насыщением поверхности металла серой при нагреве его в среде сернистых газов.
2. На микрошлифе разрывы совпадают с границами зерен и сопровождаются оксидами и эвтектическими фазами.
33. Перегрев поверхности
Ндп. Крупнозернистость Апельсиновая корка
D. Е. Surface overheating F. Surchauffe de la surface
Дефект в виде шероховатости поверхности с крупным зерном, рыхлой окалиной и сеткой трещин по границам крупных кристаллов, образующейся при превышении температуры и времени нагрева.
D. Einwaizzunder, Zundereinwalzungen Е. Rolled-in scale F. Scories de laminoir
Дефект поверхности в виде вкраплений остатков окалины, вдавленной в поверхность металла при деформации.
Ндп. Оспины Общая рябизна Вдавленная окалина Черновина Рябизна от выпавшей окалины Рябоватость
D. Rauhigkeit, Rattermarke Е. Pitted surface F. Surface
Дефект поверхности в виде мелких углублений, образующих полосы или сетку, наблюдаемых после удаления вкатанной окалины.
36. Раковины от окалины
Ндп. Вдавы от окалины Оспины Черновины
D. Zundernarben Е. Pitting, Scale pits F. Scories de puit
Дефект поверхности в виде отдельных углублений, частично вытянутых вдоль направления прокатки, образующихся при вытравливании и выпадении вкатанной окалины.
Примечание. Раковины от окалины отличаются от рябизны большими размерами и меньшим количеством.


















































































 des marques
des marques








