Нестинг: современные продуктивные методы раскроя материалов
Оптимизация рабочих процессов, экономия энергоресурсов и времени, сокращение количества отходов и уменьшение влияния человеческого фактора – это основные приоритеты эффективного современного процесса производства. Разработки в области более совершенных технологий и внедрение максимально рентабельного оборудования позволяют выводить компании на новый уровень и повышать их производительность.
Суть и принципы технологии Nesting
Одной из перспективных тем в этом направлении для предприятий мебельной отрасли специалисты называют технологию нестинга. Метод NBM, или Nested Based Manufacturing, представляет собой оптимальный способ раскроя полноформатных столярных плит режущим инструментом для получения форматированных деталей и заготовок, полностью готовых к сборке. Нестинг позволяет осуществить весь процесс на одном обрабатывающем центре за один рабочий цикл. После раскроя по технологии Nesting, дополнительная обработка заготовки не требуется. Сама резка производится специальной цилиндрической концевой алмазной либо профильной фрезой, при этом, выбор фрезы обусловлен условиями конкретной работы. Все операции контролирует программное обеспечение, что гарантирует наиболее оптимальное размещение деталей на плите и снижение отходов после фрезерования.
По окончании раскроя, детали можно тут же собрать в готовое изделие, что уменьшает на предприятиях полного цикла производства количество лишней работы по складированию и транспортировке. Среди явных преимуществ можно выделить экономию на дополнительном оборудовании для обработки заготовок и рациональном использовании производственных площадей. Но главный козырь такого оборудования – это высокая точность резки за счет согласованной координации всех этапов работы в одном месте.
Оборудование и обрабатывающие центры
Установки и машины с ЧПУ, работающие по технологии нестинга, позволяют производить обработку материала в больших объемах, как для выпуска серийной продукции, так и по индивидуальным проектам и заказам. Причем, эти же обрабатывающие центры применяют для изготовления продукции и без задействования такого метода. Сегодня производители предлагают технологическое оборудование с функциями NBM для клиентов разного уровня.
Для небольших малобюджетных производств разработаны станки матричного типа, с классической фиксацией материала. На таких обычно устанавливается оборудование на базе станков с ЧПУ с одним растровым столом, позволяющее обрабатывать заготовки как листовой, так и брусковой формы.
Для крупных производителей предназначены станки, оснащенные маятниковыми столами с системами вакуумного крепления деталей заготовок и автоматизированной их загрузкой и разгрузкой. Целесообразно на больших предприятиях устанавливать по нескольку обрабатывающих центров, подключенных в одну линию.
Нестинг обычно противопоставляют раскройным центрам, на которых также удобно и быстро можно изготовить детали и заготовки. Но специалисты мебельной индустрии делают акцент на том, что раскройные столы эффективны лишь в случае серийного производства больших партий заготовок простой, обычно прямоугольной, формы, но если есть частая потребность в раскрое деталей криволинейной формы, то обрабатывающие столы с ЧПУ намного рентабельнее. При этом возможность контролировать весь производственный процесс сохраняется.
Применяя технологию нестинга, следует учитывать наиболее востребованные рабочие зоны фрезерных станков с ЧПУ, задействованные в производстве той или иной продукции. Например, для криволинейной фрезеровки показан станок, рабочая зона которого соответствует полному размеру листа. Это позволит избежать лишних трат на дополнительное оборудование. Непременным условием стабильной работы обрабатывающих центров является наличие единой системы автоматической обработки данных для таких станков, при этом конфигурация сети на предприятии должна обеспечивать бесперебойную автоматическую передачу информации на компьютеризованную систему управления станка.
Минусы технологии нестинга
Несмотря на очевидные преимущества этой технологии, необходимо упомянуть и некоторые моменты, которые потребуют особого внимания со стороны технологов предприятий.
Стоит отметить, что некоторые модели станков не дают возможности производить операции с обратной стороны материала без переустановки, у части из них – отсутствуют функции горизонтального сверления отверстий, а также отсутствует опция пакетной обработки листов.
Основные преимущества производства мебели по технологии Nesting :
Нестинг получил распространение в мебельном производстве в США, Австралии и других стран. Сейчас идет активное освоение европейского рынка. И хотя эта технология новая для наших предприятий, аналитики прогнозируют этому методу большое будущее.
Подводя итог всему выше сказанному, необходимо подчеркнуть, что целесообразность применения технологии нестинга определяется комплексом определенных задач, которые стоят перед каждым конкретным производителем, а эффективность этого метода прямо пропорциональна грамотному анализу всех производственных потребностей и составляющих.
Технология нестинг

Технология нестинг (nesting)
В последнее время, в связи с качественным развитием фрезерных станков с ЧПУ и обрабатывающих центров с ЧПУ, все чаще производители обращаются к использованию технологии «нестинг» при производстве мебели. Термин «технология Nesting» представляет собой выполнение максимального количества технологических операций на одном фрезерном станке с ЧПУ и получение деталей фактически готовых для последующей сборки изделия.
В производстве мебели Nesting – это одновременное выполнение нескольких технологических операций на одном станке (как правило, фрезерном станке с ЧПУ). При этом в рабочую зону станка укладывается нераскроенный лист МДФ. Это возможно, если рабочая зона станка превышает стандартный лист МДФ. Нужны станки с большой рабочей зоной и имеющие в комплектации сверлильную группу, которая позволяет после операции фрезерования производить вертикальное сверление в пласть. Наличие сверлильной группы у обрабатывающего центра значительно увеличивает эффективность применения технологий nesting.
Преимущества технологии нестинг (nesting)
В первую очередь, преимущество использования технологии нестинг заключается в выполнении большого количества технологических операций на небольшой производственной площади, при минимальном использовании трудовых ресурсов и производственного времени.
Фрезерные станки с ЧПУ и обрабатывающие центры с ЧПУ, благодаря возможности криволинейного раскроя концевыми фрезами, по сравнению с форматно-раскроечными станками, где раскрой ведется пропилом через весь лист, значительно снижают отходы материала.
Так как обработка ведется на одном станке и без перемещения заготовки, значительно увеличивается точность размеров деталей.
Уменьшаются затраты на покупку и содержание других деревообрабатывающих станков (форматно-раскроечных, фрезерных, сверлильных), в том числе расходы, связанные с их настройкой, техническим обслуживанием и организацией технологического процесса.
Предпосылки внедрения технологии нестинг в производство
Комплексная обработка ДСП или МДФ на фрезерном станке или обрабатывающем центре с ЧПУ при соответствующей организации производства открывает многие дополнительные возможности, как для небольших фирм, так и для крупных предприятий.
Крупные мебельные предприятия технология нестинг заинтересует, прежде всего, при массовом изготовлении корпусной мебели с большим количеством нелинейных деталей из ДСП. Если требуется обходиться без использования форматно-раскроечных станков, можно увеличить производительность оборудования, используя обрабатывающие центры с дополнительными силовыми узлами, которые выполняют обработку ДСП или МДФ плиты одновременно несколькими фрезами.
Если деревообрабатывающий цех специализируется на небольших и индивидуальных заказах, то технология нестинг также покажет высокую отдачу при изготовлении криволинейных, непрямых деталей со сложной фрезеровкой, воплощая в жизнь самые сложные дизайнерские решения. Наиболее распространенный пример применения технологии Nesting – это производство мебельных фасадов из МДФ. После укладки цельной плиты МДФ на крупноформатный обрабатывающий центр с ЧПУ через определенное время на выходе получаются готовые под облицовку пленкой или покраску разноразмерные детали со сложным рельефным рисунком на поверхности.
Некоторые аспекты нестинга
Этот способ не предусматривает раскроя дисковыми пилами с использованием сквозного резания и предварительного раскроя плит на прямоугольные заготовки. Раскрой выполняется, как правило, специальными концевыми цилиндрическими алмазными фрезами диаметром 10-25 мм или профильными, например, при обработке деталей мебельных фасадов. После раскроя не требуется доработка заготовок под облицовывание или отделку.
Впервые эта технология была применена на домостроительном производстве в США для вырезки проемов в готовых панелях, а затем она получила распространение как в мебельной, так и в деревообрабатывающей промышленности. Суть способа заключается в использовании обрабатывающего центра для раскроя плит полного формата на детали различной, непрямоугольной формы с последующей обработкой каждой из них на том же обрабатывающем центре до максимальной готовности элементов, из которых собирается изделие.
Достоинства нестинга:
● экономия времени, затрачиваемого на изготовление изделия, за счет меньшего количества рабочих операций и, как результат, повышение производительности, сокращение количества оборудования и численности персонала, снижение капиталовложений и экономия рабочих площадей;
● сокращение продолжительности производственного цикла за счет исключения из него промежуточного хранения, транспортировки, погрузки-разгрузки промежуточных деталей;
● уменьшение межоперационных запасов и, как следствие, сокращение производственных площадей, снижение брака, связанного с подъемно-транспортными операциями;
● использование полезной площади заготовки (плиты) по максимуму и, как следствие, минимизация отходов;
● упрощение производственного процесса и сокращение времени, затрачиваемого на разработку новых проектов для производства как серийной, так и заказной мебели за счет компьютерного проектирования;
● повышение точности изготовления деталей за счет того, что вся обработка мебельной заготовки выполняется с одной установки и на одном оборудовании.
Основные недостатки нестинга:
● для исключения операции предварительного раскроя плиты на мелкие заготовки в машинном парке предприятия должен быть обрабатывающий центр со столом, размеры которого обеспечивают возможность обработки стандартной плиты (как правило, 2800х2100 мм); в случае ручной загрузки плит и разгрузки полученных заготовок возникают проблемы, а механизация или автоматизация этих процессов сложны и весьма затратны;
● при расчете полезного выхода необходимо учитывать зазоры между смежными деталями, так как применение фрез диаметром 10-25 мм,
в отличие от пил при раскрое на круглопильном оборудовании, ведет к увеличению количества мягких отходов и дополнительной нагрузке на систему аспирации;
● после каждой смены профилей и размеров заготовок приходится менять всасывающую платформу или калибровать подкладной лист с целью надежного удержания заготовки вакуумной системой в процессе обработки;
● после раскроя плиты образуется значительное количество мелких кусковых отходов, подлежащих удалению со стола станка;
● при раскрое плит, облицованных с двух сторон, из-за невозможности применения подрезного устройства приходится использовать дорогие специальные интегральные фрезы и снижать скорость подачи, а следовательно, и производительность в случае появления дефектов (сколов) на кромках заготовок;
● без переустановки заготовок на некоторых моделях станков невозможно просверлить все необходимые горизонтальные отверстия и выбрать гнезда, а также выполнить обработку с обратной стороны;
Учитывая все вышесказанное, технологию нестинга можно использовать на разных видах фрезерных станков ЧПУ с разными рабочими зонами. Все зависит от типа изготавливаемой продукции. Например, если на предприятии планируется выпускать корпусную мебель, для изготовления которой потребуется много криволинейной фрезеровки, лучше приобрести станок с рабочей зоной на полный размер листа. И тогда не нужно будет покупать вспомогательное оборудование.
Но прежде чем принять окончательное решение, следует выяснить, есть ли у вас все необходимое для использования этой технологии, а если нет, готовы ли вы довести производство до уровня, который требуется при использовании нестинга. Одним из непременных условий является автоматическая обработка данных для такого станка и наличие компьютерной сети на предприятии. Более того, конфигурация компьютерной сети должна обеспечивать автоматическую передачу данных на ЧПУ станка.
При расчете экономической эффективности технологии нестинга необходимо также учитывать затраты на подложку (плита MDF толщиной 6-8 мм, которую нужно периодически фрезеровать и менять по мере износа), выполняющую функцию вакуумной присоски, и специальную фрезу для выравнивания плоскости подложки (выравнивание по оси Z).
Немного о режущем инструменте
Основные сведения об инструменте можно почерпнуть из разных источников, например, на сайтах производителей режущего инструмента для станков с ЧПУ. Выделим наиболее важные моменты, которые следует учитывать при выборе.
Инструмент в станках, работающих по технологии нестинга, крепится:
● в патронах; наиболее распространены патроны HSK 63 F и ISO 30 (SK30) на цангах зажимных, тип ER (ER16, ER20, ER25, ER32 и ER40 (DIN 6499));
● в термозажимных патронах HSK 63 F;
● в гидрозажимных патронах SK 30, SK 4 и патронах Weldon.
Достоинства термозажимных патронов: минимальное биение инструмента в шпинделе и, как следствие, возможность работать на высоких скоростях подачи; возможность заточки режущего инструмента в одном и том же патроне без переустановки; повышение производительности оборудования. Недостатки: довольно высокая стоимость; необходимость использования специального оборудования для замены инструмента в патроне.
Гидрозажимные патроны SK 30 и SK 4, а также патроны Weldon мало распространены на российских предприятиях, поэтому на них останавливаться не будем.
Технология Нестинг (Nesting)

Нестинг: две философии
Одна из важных тем, которые обсуждаются сегодня машиностроителями и технологами мебельного производства, касается перспектив развития в европейских странах технологии «нестинга», т. е. проведения максимально возможного числа операций на одном обрабатывающем центре с получением готовой детали для сборки мебели.
Сразу отметим, что эта технология изобретена уже достаточно давно, около 20 лет назад. В некоторых регионах мира, в частности, в Америке и Австралии, она укоренилась и преобладает в значительной части производства, особенно при изготовлении кухонной мебели. В других частях света ее будущее оценивается неоднозначно.
Что это такое
Понятие nesting (от английского to nest), т. е. «в ячейке» или «в клетке», используется в различных отраслях промышленности. Например, в полиграфии этот термин означает раскладку документов на бумаге для печати и может переводиться как «наложение». Применяется этот термин и в физике, и в математическом программировании, и в технике. Видимо, в деревообработке он возник, когда было предложено обрабатывать детали практически до полной готовности на одном станке (в одной ячейке), сочетая операции выкраивания детали из щита, обработки кромок, фрезерования или сверления отверстий для установки фурнитуры. В данном случае под «нестингом» понимается как оптимальное распределение деталей по листовому материалу большого формата (наложение), так и обработка в одном месте (на одном станке).
Однако постепенно значение стало меняться. Сегодня в мебельной промышленности нередко «нестингом» называют операцию выкраивания деталей из древесной плиты концевой фрезой, которую достаточно редко осуществляют на обрабатывающем центре (обычно ее выполняют на каком-либо специализированном станке для раскроя плит). Таким образом, сегодня параллельно существует два различных понятия «нестинга» в мебельном производстве.
Две философии
Некоторые специалисты говорят и о двух философиях «нестинга». В первом случае речь идет о том, чтобы проводить форматирование и фрезерование деталей, а также выборку гнезд для фурнитуры из древесных материалов в виде плит в одном рабочем цикле на обрабатывающем центре. Детали размещаются по полю плиты таким образом, чтобы достичь максимального полезного выхода деталей.

Достоинства «классического нестинга»
При использовании классической нестинг-технологии производимые преимущественно из плит детали планомерно обрабатываются таким образом, что по окончании производственного цикла можно сразу собрать готовое изделие, например, небольшой шкаф. В результате отпадает необходимость в процедуре укомплектования партии изделий всеми деталями, а также в проведении каждой детали через отдельный комплекс технологических операций, что обычно является существенной проблемой для производственных отделов на больших предприятиях. Необходимость в омертвленных производственных запасах при этом резко сокращается.
Достигается также возможность значительного повышения полезного выхода деталей из плит, поскольку фреза не обязана проходить по прямой линии через всю ширину или длину раскраиваемой плиты.
При этом не нужны вспомогательные операции на перемещение и складирование деталей после выполнения каждой операции, что дает большой выигрыш в трудозатратах и во времени.
Снижаются капиталовложения на организацию производства, так как не нужны фрезерные и сверлильные станки, а также значительно сокращаются необходимые производственные площади. Повышается точность изготовления деталей, так как вся обработка осуществляется с одной установки и от одной технологической базы.
Нерешенных проблем хватает
В то же время ряд специалистов отмечает серьезные проблемы при использовании этого метода. Главной из них, конечно, является значительно более низкая производительность раскроя на обрабатывающем центре по сравнению с производительностью специализированного станка для раскроя плит с прижимной балкой. Ведь приходится превращать в стружку и опилки значительно больший объем древесины. При этом может обрабатываться только один слой листового материала, никакой пакетной обработки не может быть.
Качество обработки кромок концевой фрезой несколько ниже, поскольку на выходе не используются никакие подрезные инструменты для предотвращения скалывания заключительных фрагментов обрабатываемой детали.
Возникает проблема повторного использования крупномерных остатков плит, для которых необходимо разрабатывать индивидуальные программы раскроя.
Приведем мнение Юргена Тюрингера, руководителя отдела сбыта Scheer. Он считает, что оба метода раскроя плит имеют свои преимущества и недостатки. Г-н Тюрингер попытался определить основные недостатки нестинга:
Об этом же говорит руководитель фирмы Biesse Томас Бок: «Тема «нестинга» анализировалась и обсуждалась в нашем концерне очень внимательно. Для Америки и Австралии у нас были спроектированы специальные обрабатывающие центры CNC и кромкооблицовочные машины. Они пользуются большим спросом с давних пор. Весь ассортимент выпускаемой продукции имеется в нашем распоряжении, и мы охотно продавали бы эти продукты в Европе в больших количествах экземпляров.
Тем не менее, основываясь на своем личном опыте, могу заметить, что европейский рынок, при всей индивидуальности материалов, принципах проектирования и изготовления мебели, профессиональной подготовке и запросах потребителей, не пригоден для использования «нестинга».
Конечно, есть области, в которых метод имеет преимущества, например, в производстве фасадов, при изготовлении сложных деталей из древесины или профильных деталей, чтобы сокращать производственные запасы. Однако я полагаю, что метод не сможет победить везде».
Оптимизм не потерян
С ним согласен руководитель фирмы Panhans Вольфганг Панхольцер. По его мнению, все, что касается темы «нестинга», относится к технологии будущего. Однако пока она не является настоящим решением для комплексной обработки плиты, так как многие вопросы еще не решены. Он отметил: «Потребление энергии, управление загрузкой и вакуумной системой, значительные издержки и многое другое, включая стоимость капиталовложений, потребление и использование материала, нуждаются в улучшении».
Золотая середина
Как всегда, истина находится где-то посередине. По мнению многих специалистов, эффективность использования этого метода будет зависеть от конкретных условий работы предприятия.
Так, технология «нестинга» может быть успешно применена на небольших фирмах (столярных мастерских), которые не могут позволить себе больших инвестиций в машинный парк и специализируются, как правило, на производстве мелкосерийной продукции. Найдет себя этот метод и там, где используются детали, требующие сложной фрезерной обработки, например, мебельные фасады с фасонной обработкой поверхности.
Незаменим он и при воплощении сложных дизайнерских решений, когда требуется работа с деталями сложной непрямоугольной формы. В таком производстве упрощается процесс получения необходимой формы и может быть достигнута значительная экономия сырья.
Значит, необходимыми условиями для внедрения «нестинг-технологии», да и любой другой технологической новинки, является предварительный анализ потребностей и условий каждого конкретного производства.
Power nestings
Познакомиться с этой технологией можно на примере крупного французского мебельного предприятия, на котором в конце прошлого года была внедрена новая линия раскроя (рис. 1). Главным в ней является использование для раскроя плит не круглопильных станков, а специального раскройного центра, рабочим инструментом которого является концевая фреза. В отличие от обычных обрабатывающих центров он предназначен для выполнения только одной операции выфрезеровывания заготовок из плиты, а все последующие технологические операции фрезерования, обработки кромок и выборки гнезд для установки фурнитуры выполняются на обычном оборудовании.
Вся технологическая цепочка состоит из линии раскроя с фрезерным раскройным центром (рис. 2), этикетировочной установки для нанесения штрихкода, портального загрузчика, который подает заготовки или складирует готовые детали, возвратившиеся после одного или нескольких прохождений через операцию облицовки кромки, и двух односторонних кромкооблицовочных станков. Расчет рабочих параметров всех машин сделан на основе производительности кромкооблицовочного станка.
Загрузочное устройство по команде системы управления выбирает на складе полноформатную плиту необходимого цвета (рисунка). Затем оно подает ее на рабочий стол фрезерно-раскройного центра с несколькими фрезерными головками. Они, в соответствии с введенной программой,выкраивают из одной или нескольких плит необходимый комплект заготовок для сборки заданного количества готовых изделий мебели. Заготовки маркируются и разгрузочным порталом передаются на буферный рольганг для подачи на линию обработки кромок.
При таких пространственных и организационных предпосылках непосредственная связь раскройного центра с технологической установкой облицовывания кромок осуществляется ленточными транспортерами и рольгангами, играющими роль амортизирующего и согласующего устройства. Разгрузочный портал при этом складывает выфрезерованные заготовки по различным поддонам с учетом их назначения.
Мощность можно наращивать
При использовании более мощных кромкооблицовочных станков можно увеличивать и производительность раскроечного блока.

Этого можно добиться посредством нескольких приемов, создающих условия для повышения мощности раскройного центра:
Выкроенные готовые детали не требуют дальнейшей обработки на центре, поэтому они сразу могут забираться разгрузочным порталом, в то время как последние заготовки еще вырезаются из этой плиты.
При необходимости дальнейшего увеличения производительности раскройного участка возможно использование раскройного центра с удвоенным по длине порталом (рис. 3). При этом загрузочный и разгрузочный узлы остаются прежними, поскольку работают только во время загрузки плит и выгрузки заготовок. У них лишь увеличивается зона действия за счет удлинения рабочих направляющих.
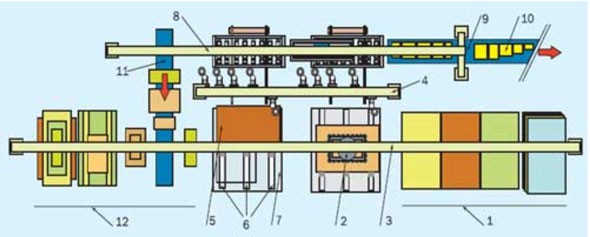
Рис. 3. Технологическая схема организации участка раскроя:
При этом из-за отсутствия необходимости проведения сквозных резов детали могут выкраиваться практически любых размеров. Коэффициент полезного выхода деталей из сырой плиты увеличивается.
Наличие в параллельной работе нескольких фрезерных головок значительно повышает устойчивость всей системы и отказ одной из них несколько снижает производительность линии, но не останавливает ее полностью. Наличие устройства по замене инструмента на каждой из головок также позволяет не останавливать линию при необходимости проведения переточек или ремонта инструмента. Эту операцию можно производить последовательно на каждой из рабочих головок.
Использование остатков
Остающиеся при раскрое крупные куски наряду с полученными заготовками изымаются со стола разгрузочным порталом и отправляются на специальный полностью автоматизированный склад. Содержимое склада остатков постоянно учитывается системой управления и при возможности оптимального использования снова отправляется на обработку. При использовании такой техники планирование производства осуществляется практически в реальном времени.
Путь от уныния
Потребители, а за ними и продавцы, требуют все большего разнообразия цветовых решений корпусов мебели, изготавливаемой из древесных плит. Производственникам все чаще приходится распространять стандарты, принятые в цветовом решении фасадов, на производство всех деталей своей продукции. Производители кромкооблицовочного оборудования уже давно занялись проблемой облицовки в едином потоке кромок с различными вариантами текстуры и цвета. На сегодня для них она практически решена. При выборе системы управления можно параллельно использовать несколько десятков кромок различных цветов. К сожалению, при применении круглопильных станков для раскроя древесных плит решение этих вопросов для самой первой стадии процесса вызывает серьезные затруднения. При классической технологии раскроя плит в обработку необходимо сразу запускать значительные партии деталей одного цвета и рисунка, иначе непременно возникает путаница при комплектации деталей для подачи на сборку.
Минимальный размер партии при этом должен быть достаточно большим, чтобы не возникло трудностей в составлении оптимальных карт раскроя полноформатных плит, поскольку круглая пила должна полностью проходить всю длину (или ширину) раскраиваемой плиты. При этом для хранения разноцветных заготовок необходимо создавать большие проме жуточные склады.
Площадь складов, количество заготовок и, соответственно, размер незавершенного производства при этом увеличиваются в прямой пропорции от количества используемых в производстве видов декоров, а сложность диспетчеризации на таком производстве растет в геометрической прогрессии. Думается, что выходом из этой ситуации послужит применение для раскроя плит технологии нестинга.



