Магнитное дутье при сварке — методы борьбы и уменьшения, причины

Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 3 января 2015; проверки требуют 7 правок.

Отклонение дуги при магнитном дутье
Магнитное дутьё — явление отклонения электрической дуги от оси электрода, блуждание конца дуги по изделию при ручной дуговой сварке.
Магнитное дутьё приводит к разбрызгиванию металла при сварке, ухудшению качество шва.
Сущность
В процессе сварки в сварочной цепи протекает ток в электрической дуге и в сварочной цепи изделия. Эти токи создают магнитное поле.
Взаимодействие магнитного поля цепи тока в изделии с током столба дуги создает силу, направленную к его центру (явление пинч-эффекта). Эта сила, при подключении электрического провода к месту где заканчивается дуга, не вызывает отклонения столба, а возвращает его при отклонении в начальное положение.
Если место подключения провода находится на каком-либо расстоянии от перпендикуляра, то возникающее магнитное поле является поперечным и вызывает отклонение столба. Отклоняющая сила пропорциональна квадрату дугового тока, поэтому магнитное дутье увеличивается при увеличении сварочного тока. Дутье приводит к ограничению сварки постоянным током на больших значениях электрического тока.
Действие магнитного дутья сильно ослабляется при сварке на переменном токе. В этом случае под действием переменного магнитного поля тока в изделии наводится электродвижущая сила. Э. д. с. создает вихревые токи. Создаваемый ими магнитный поток меньше потока, создаваемого постоянным током. В результате при больших переменных токах (1000—2000 А) действие магнитного дутья незначительно.
Из-за магнитного дутья возникают трудности при сварке угловых и стыковых швов.
Отправлено 18 Июль 2014 11:52
про размагничивание вот здесь:
Про компенсацию магнитного поля и устранения «магнитного дутья» магнитами
На фото: сварка намагниченных труб с магнитами у одного и «Трансгазов»
Прикрепленные изображения
Магнитное дутье, способы борьбы
Магнитное дутье. В литературе по этому вопросу указывается, что это явление происходит при сварке на больших токах около 300А. Но часто при сварке на небольших токах происходит уход дуги в сторону, причем на изменение угла наклона электрода реакции нет, дуга как завороженная дует в одну сторону. Наиболее часто это явление происходит /по моим наблюдениям/ при сварке нижнего углового шва, особенно если с торца угол закрыт металлом. Действует это явление на первых 2х-3х сантиметрах шва /если начинать варить от заторцованного угла/, а потом проходит. Начало шва получается зашлакованным, металл наплавляется на горизонтальную/вертикальную мет. поверхность деталей или попеременно, то туда, то сюда. Я так понимаю, что это и есть магнитное дутье.
Методы борьбы — короткая дуга, зажим массы нужно крепить ближе к зоне сварки, шов вести на зажим массы /мой опыт+литература/.
Еще варианты — установка магнитов, установка в зоне сварки массивных мет. деталей /литература, сам не пробовал/.
Буду благодарен за дельные советы и рекомендации по этой теме.
Мои сварочные аппараты: Патон ВДИ-160Р (2013г.в.) и самодельный трансформаторный выпрямитель. Работал на ИИСТ-140, ССВА160.2
Мои сварочные аппараты: Патон ВДИ-160Р (2013г.в.) и самодельный трансформаторный выпрямитель. Работал на ИИСТ-140, ССВА160.2
 | ✅Специальное предложение✅ — ко всей электрической садовой технике AL-KO и STIGA удлинитель 25 метров в ПОДАРОК! Звони по одному из номеров и заказывай акционный комплект: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66. Не упусти свой шанс! |
Ещё как дует,но варить приходится всем ветрам на перекор. Не приятное явление конечно.
Сообщение от Андрюха
… Не приятное явление конечно.
Пользователь сказал cпасибо:
«Дует» только у меня и Андрюхи. Все остальные магнитное дутье уже побороли?
Всех форумчан от души поздравляю с праздником ВЕЛИКОЙ ПОБЕДЫ над фашизмом.
Мои сварочные аппараты: Патон ВДИ-160Р (2013г.в.) и самодельный трансформаторный выпрямитель. Работал на ИИСТ-140, ССВА160.2
Ещё можно попробовать варить на переменном токе.
| Специальное предложение для участников форума — скидка на оборудование Джасик! Для того, чтобы получить скидку звони по одному из номеров: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66 и скажи кодовое слово: «сварочный форум». Такое бывает только раз в жизни! |
Это да,на переменке дутьё значительно меньше выраженное (а то и вообще редко встречающееся явление),но многие сейчас пользуются инверторами,а они все постоянка.
Да, магнитное дутье — это проблема сварки на постоянном токе. На переменке ни разу не встречал. Причем от источника сварочного тока практически ничего не зависит. Но, если бороться с этим явлением с помощью короткой дуги, необходимо наличие форсажа дуги и желательно регулируемого. На сварочных инверторах с нерегулируемым форсажем дуги очень важны характеристики автоматического форсажа. Если автоматический форсаж имеет незначительную величину прироста сварочного тока, то на короткой дуге не поработаешь — сработает антизалипание.
Такая ситуация, например, на ИИСТ-140. Прирост сварочного тока при форсаже незначительный /по моим ощущениям/. Приходилось повышать сварочный ток и работать с отрывом.
Отправлено 18 Июль 2014 13:51
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Сообщение отредактировал di4: 18 Июль 2014 13:52
Литература
Отправлено 21 Июль 2014 12:26
В данном случае определялась величина магнитного поля в стыке прибором «Дельта».
Отправлено 22 Июль 2014 14:28
Почитал тему. С РДС вроде как бы понятно как бороться. А если П/А? Случается такое, что когда варю тавр в нижнем положении, при подходе к концу стыка дуга отклоняется влево. Это что то ужасное. В чем причина не могу разобраться. Или так же магнитом можно решить проблему?
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
Отправлено 23 Июль 2014 12:46
alex937, переход в режим ВКЗ проблему не решает?
Вдохновлён сталью, бетоном и золотым сечением.
Отправлено 23 Июль 2014 16:18
alex937, переход в режим ВКЗ проблему не решает?
Не понял что такое ВКЗ
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
Отправлено 23 Июль 2014 16:54
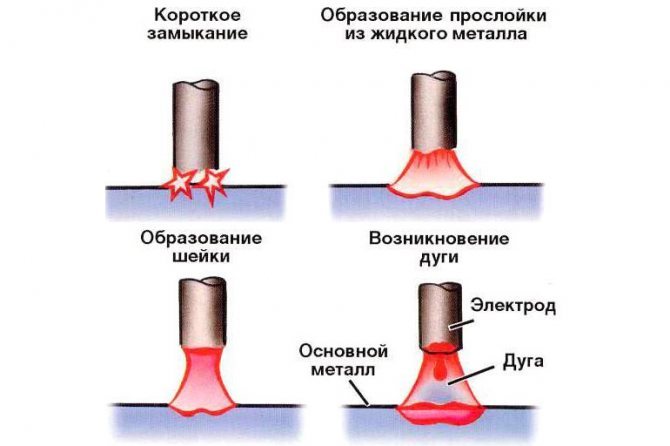
alex937, вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания. При этом длина дуги минимальная, следовательно, магнитное дутьё не так сильно должно проявляться.
Вдохновлён сталью, бетоном и золотым сечением.
Отправлено 23 Июль 2014 17:41
alex937, вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания.
Понял. И правда. Не наблюдал магнитного дутья при крупнокапельном переносе. В струйном переносе конечно комфортней варить, но придеться принебрегать.
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
Отправлено 31 Июль 2014 15:48
Попробуйте не доваривать шов 300 мм и доварите его начиная с другой стороны.
Отправлено 31 Июль 2014 17:56
А все извените не прочитал первую страницу,все как раз и показано
Отправлено 04 Ноябрь 2014 06:40
Отправлено 04 Ноябрь 2014 14:01
Cварщик Джо, очень хорошая статья, но: нет никакого зажима — масса идёт через общую палубу пролёта. Св. ток только постоянный, от многопостового источника через балластный реостат. Сварка и так всегда ведётся на короткой дуге — лишние поры и непровары никому не нужны. Ваши практические рекомендации?
Отправлено 04 Ноябрь 2014 21:14
В бытность свою работы под Усинском для борьбы с данным премерзким явлением,после длительных мытарств, пришли к способу сварки стыков труб на подкладном кольце из полосовой стали 09Г2С-магнитопровод замыкается,дутьё практически исчезает…условия-кольцо должно входить в собираемый стык с лёгким натягом;способ опробован для сварки трубопроводов из стали 09Г2С Ду 530-720мм,S 8-20мм,аппараты — агрегаты типа DENYO DLW-400 ESW,сварочные материалы-LB-52U… а перепробовали до этого всё из изложенного выше и даже больше…провода мотали,магниты ставили, размагничивающую приблуду купили,один сварщик- шаман из Якутии с бубном камлал над стыком….
Сообщение отредактировал welderman: 04 Ноябрь 2014 21:15
Отправлено 14 Ноябрь 2014 21:18
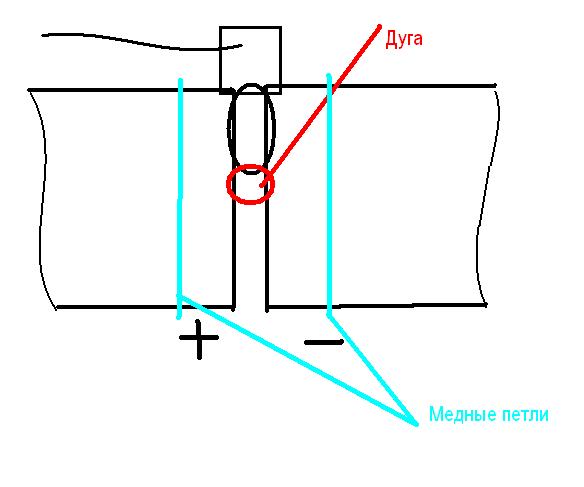
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем:
Как стык превращается в магнит?
Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории:
Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям.
1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку.
2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки.
Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
Сообщение отредактировал di4: 14 Ноябрь 2014 21:20
Как размагнитить трубу при сварке
Магнитное дутье при сварке: что это?
Так что же такое происходит во время сварки, если металл намагничен. С самой заготовкой все нормально, чего никак не скажешь о дуге. Она ведет себя совсем нетипично. Таким образом, магнитное дутье — это явление, заключающееся в отклонении дуги от оси электрода. Конец ее при этом в процессе ручной сварки блуждает по заготовке, тем самым мешая получению качественного шва. Помимо этого, могут наблюдаться прожоги, непровары, излишне сильное разбрызгивание металла, образование пор и даже залипание электрода.

Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности. Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику.
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
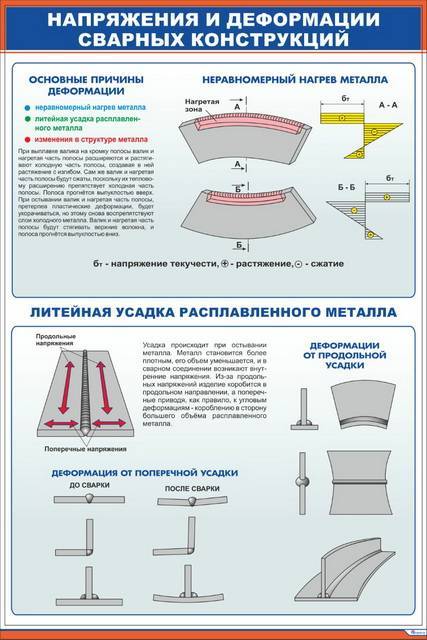
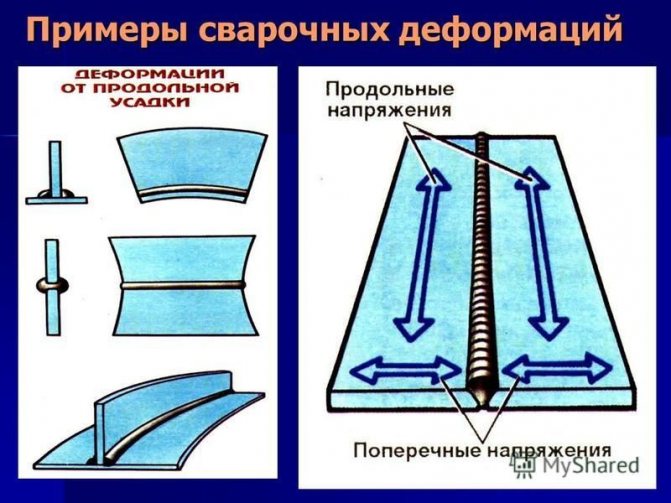
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски; швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей; очень важно, чтобы в одной точке не было пересечений более чем трех швов; перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров; понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции; при выполнении длинных швов применять обратноступенчатый способ на проход; использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева; накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации; подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.. Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
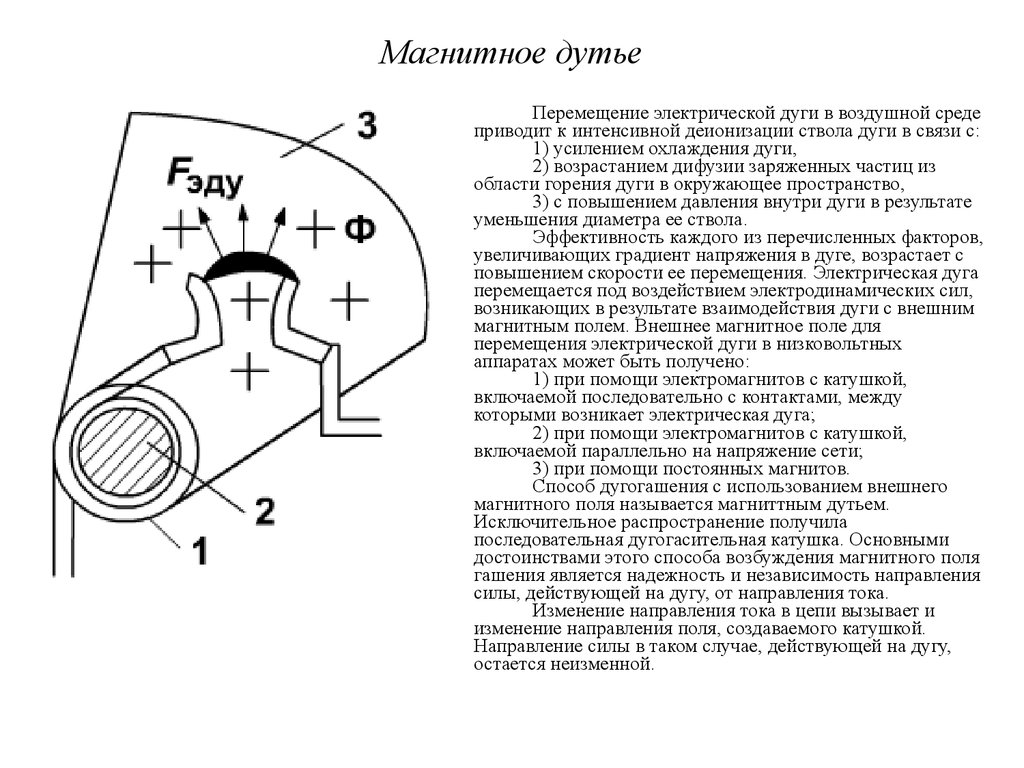
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
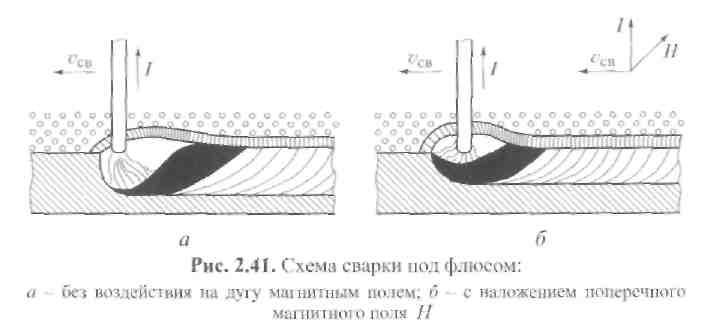
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
Магнитное дутье при сварке
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
| Эффект магнитного дутья при дуговой сварке. |
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
| Схема отклонения элек – сумме магнитных потоков сва-трической дуги магнитным полем рочного и вихревых токов, значительно меньше магнитного. |
4.2 Магнитное дутье
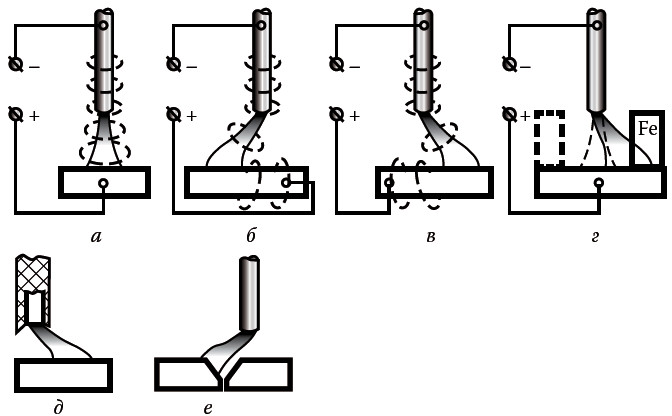
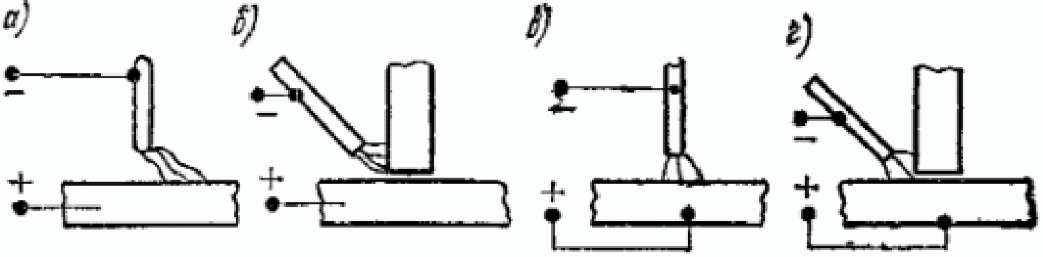
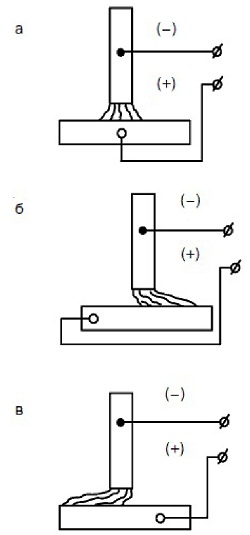
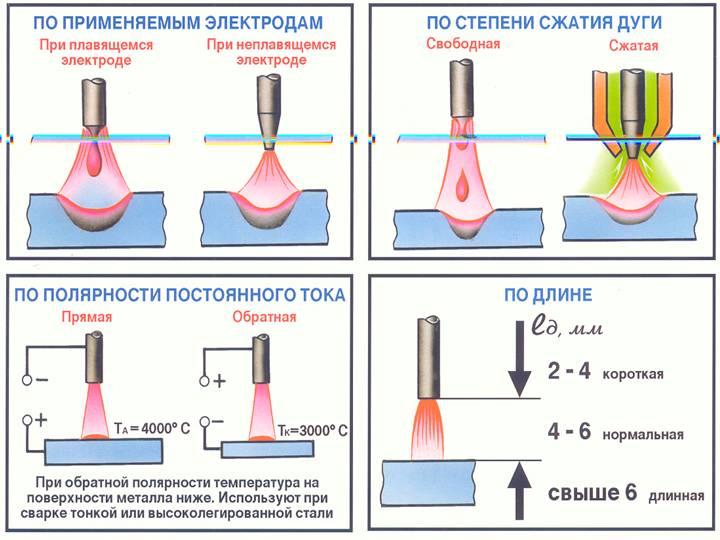
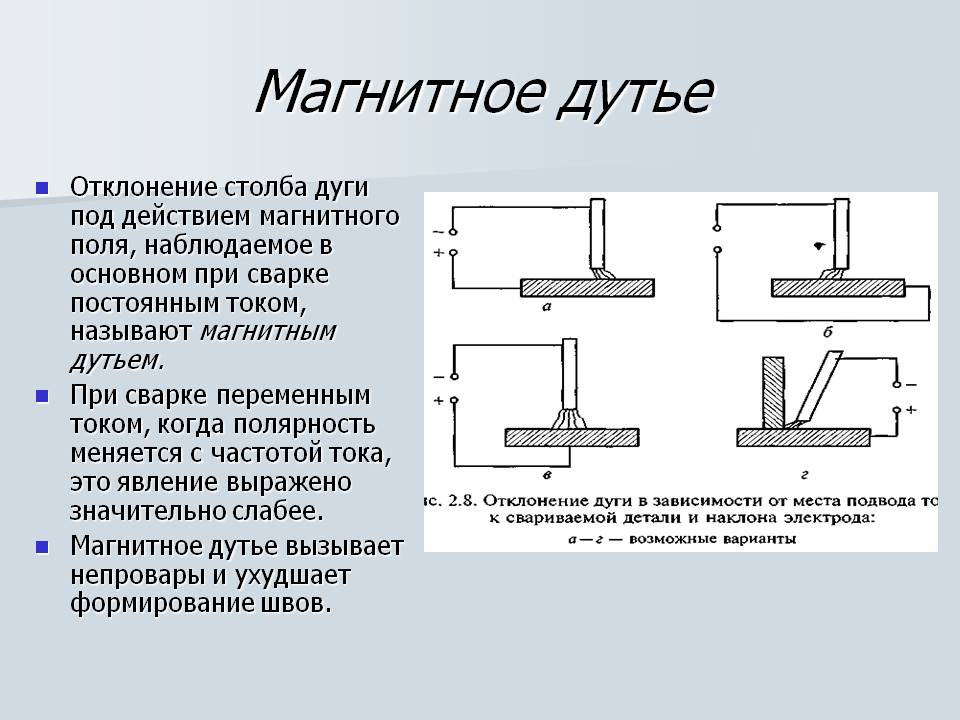
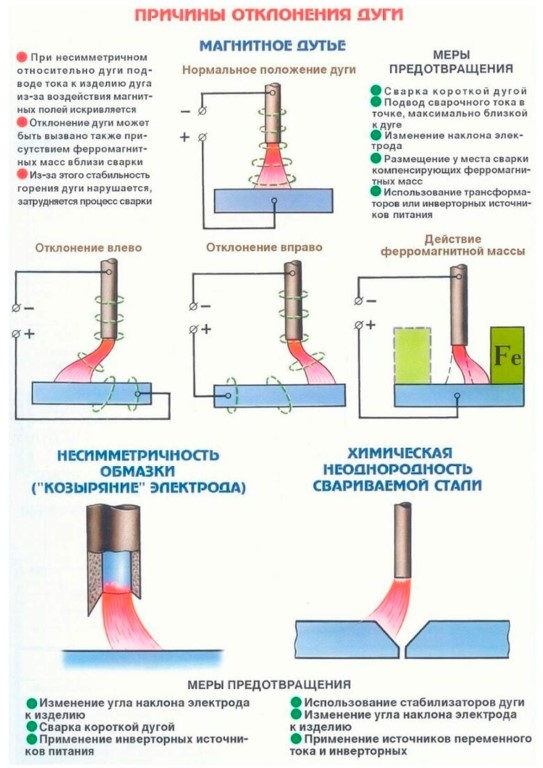
Вокруг дуги и в свариваемом металле возникает магнитное поле, как вокруг любого проводника с током. Если эти поля несимметрично расположены, то они отклоняют дугу по закону Ленца, что затрудняет сварку. Это отклоняющее действие магнитных полей на дугу называется магнитным дутьем. На магнитное дутье влияют род тока (при постоянном токе дутье больше), его величина (больший ток вызывает большее дутье), место подключения обратного проводаи расположение ферромагнитной массывблизи места сварки (см. рис.23).
а)отклонение дуги влево в)отклонение дуги вправо при подключении
обратного провода слева на большом расстоянии от дуги
б)нормальное положение дуги г)отклонение дуги в сторону ферромагнитной массы
Чтобы магнитное дутье было меньше, следует вести сварку короткой дугой, подводить ток под место сварки, изменять угол наклона электрода так, чтобы нижний конец электрода был обращен в сторону отдувания дуги, переходить на переменный ток, если это возможно.
4.3 Плавление и перенос металла в дуге
Основное тепло выделяется в катодной и анодной областях. Тепловая мощность дуги за единицу времени определяется формулой:Q = I·Uдуги Дж/сек (5)
где, I – сварочный ток, А
Uдуги– напряжение дуги, В
– коэффициент полезного действия
V- скорость сварки, см / сек.
Это количество тепла, вводимого в металл на единицу длины шва.
Примерные тепловые балансы сварочных дуг приведены в таблице № 2.
Производительность плавления металла
Это количество металла, расплавленного за определенное время сварки
где Кр – коэффициент расплавления, г / А × час
t – время горения дуги, час
Кр зависит от материала электродного покрытия, стержня, рода тока. Часть металла теряется, поэтому было введено понятие коэффициента наплавки Кн, который меньше Кр на величину потерь.





Потери выражаются коэффициентом потерь
при ручной сварке электродом составляет 10-12%, в защитных газах 3-6%, под флюсом 1-3%.
от полной тепловой мощности
1. Эффективная тепловая мощность дуги,
а) перенос с каплями металла,
б) поглощение основным металлом
2. Потери в окружающую среду
3. Потери на разбрызгивание
4. Потери на плавление флюса
5 Металлургические процессы при сварке
Сварка – металлургический процесс, протекающий с большой скоростью и в малом объеме металла с быстрым отводом тепла от сварочной ванны, с воздействием окружающего воздуха и шлаков на жидкую ванну металла. При высокой температуре дуги (2100 –2300ºС) металл, окружающие газы и флюсы изменяются и реагируют друг с другом. Одним из вредных газов для сварки является кислород, который окисляет элементы, входящие в состав металла шва, образуя окислы
Fе + О2→ Fе О → Fе2 О3→ Fе3 О4 (9)
Присутствие кислорода в металле шва в виде твердого раствора или включений окислов сказывается на ухудшении механических свойствпонижаютсяв,т,%,н%, снижаются антикоррозионные свойства.
Таким образом, от кислорода сварочную ванну надо защищать, создавая защитную среду из газов или шлаков, а также раскисляя окисленные элементы металл шва.
Те элементы, у которых сродство к кислороду больше, будут окисляться интенсивнее.
На этом и основан принцип удаления кислорода или раскисления сварочной ванны.
Можно все элементы по степени уменьшения сродства к кислороду поставить в рядС, Аl,Ti,Si,Mn,Cr,Mo,Fe,Ni,Cu
Раскислениеосуществляется путем введения в сварочную ванну раскислителей: элементов, обладающих большим сродством к кислороду, чем железо, например, ферросплавов: ферросилиция и ферротитана.
2FeO + Si = 2Fe + SiO2 (10)
2FeO + Ti = 2Fe + TiO2
Магнитное дутье
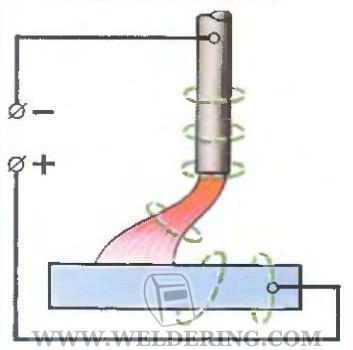
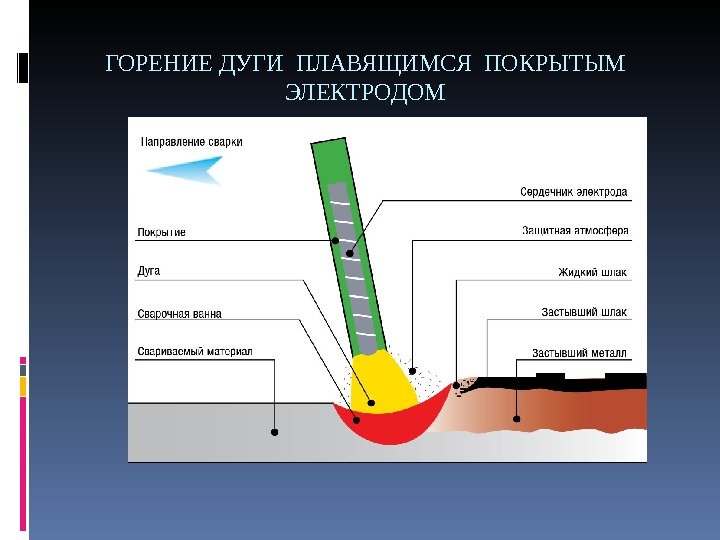
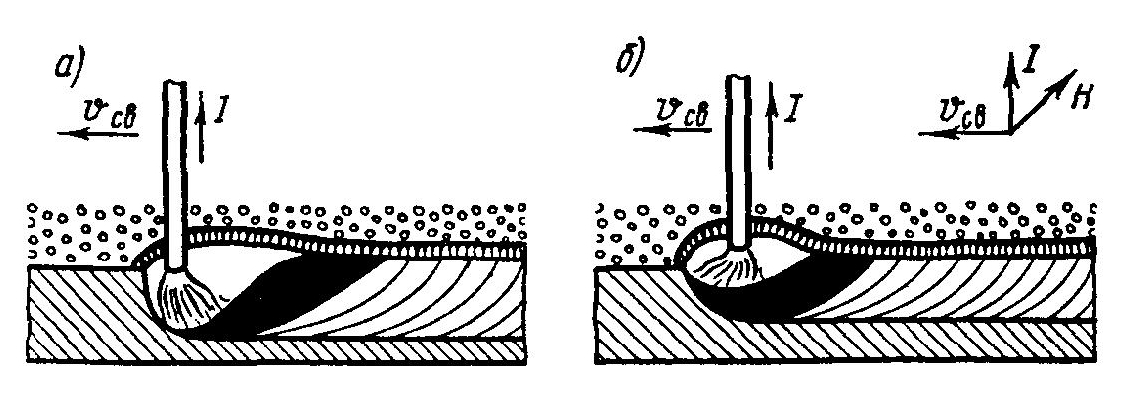
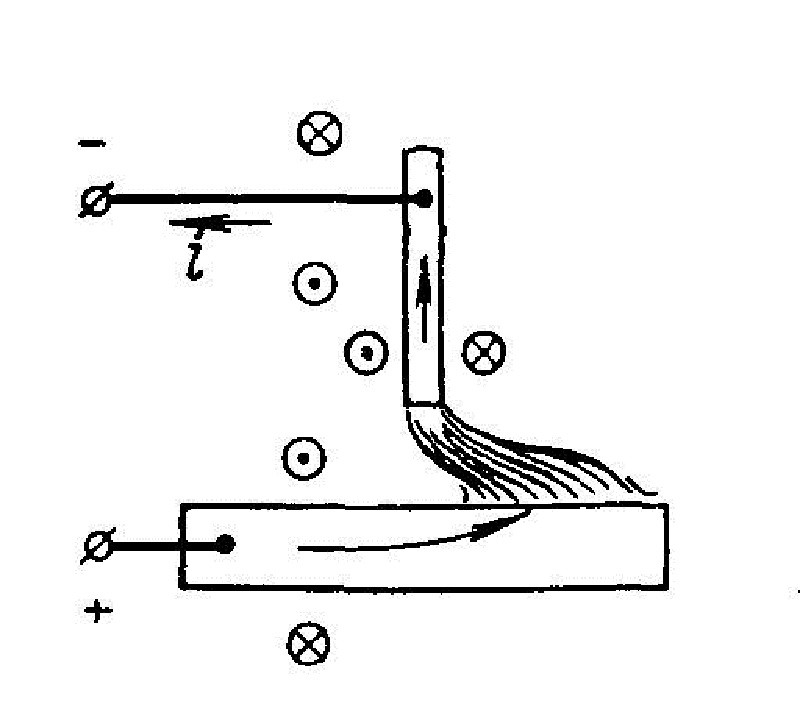
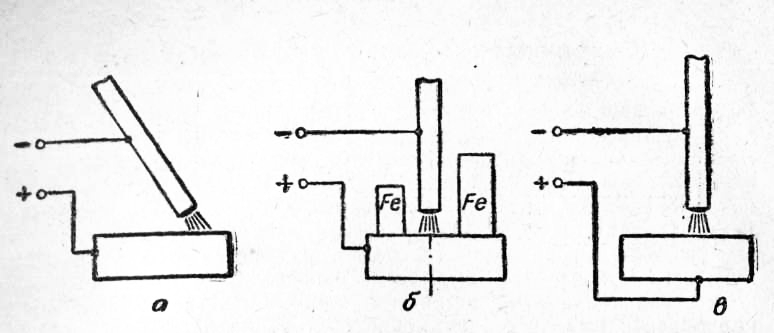
При прохождении электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создается магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен воздействию результирующего магнитного поля, которое образуется в сварочном контуре.
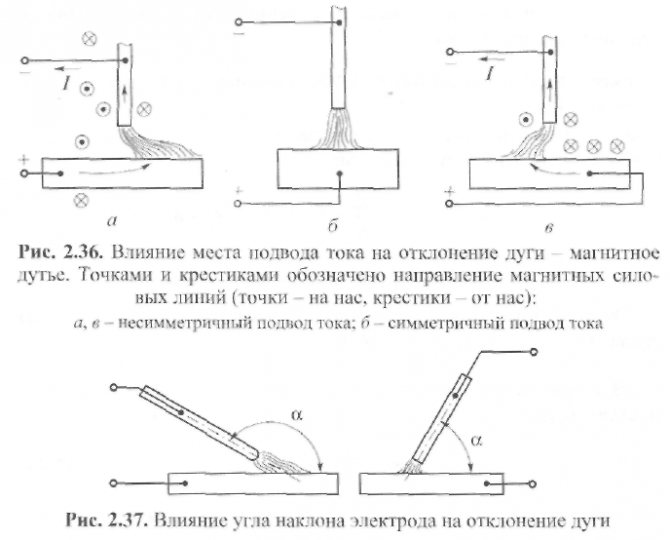
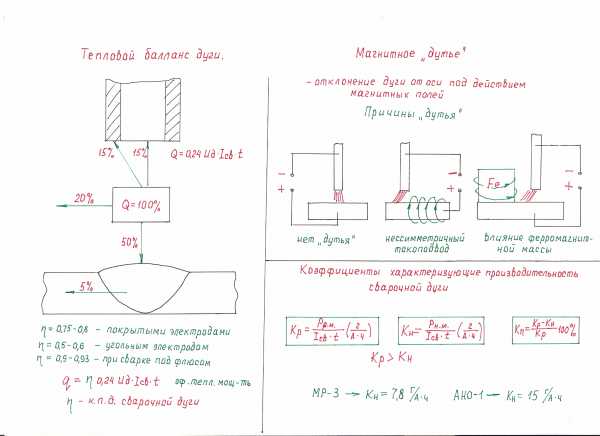
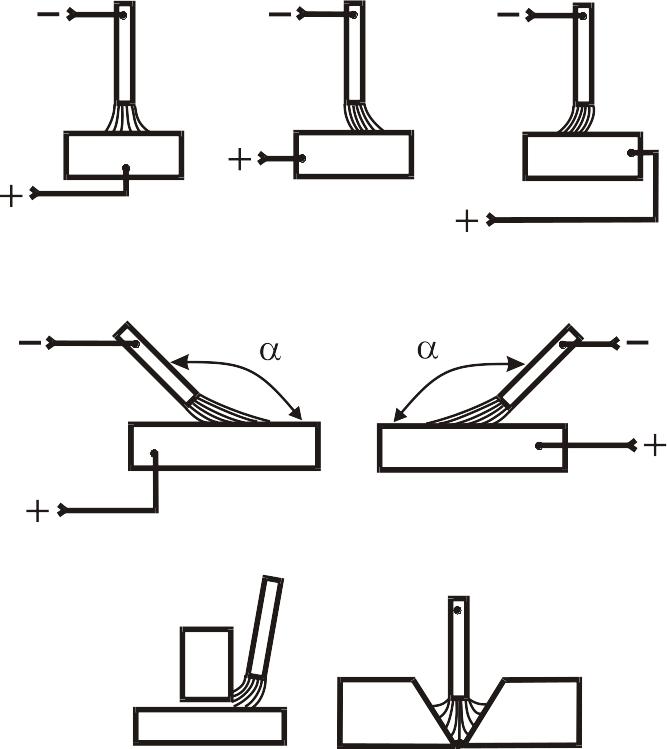

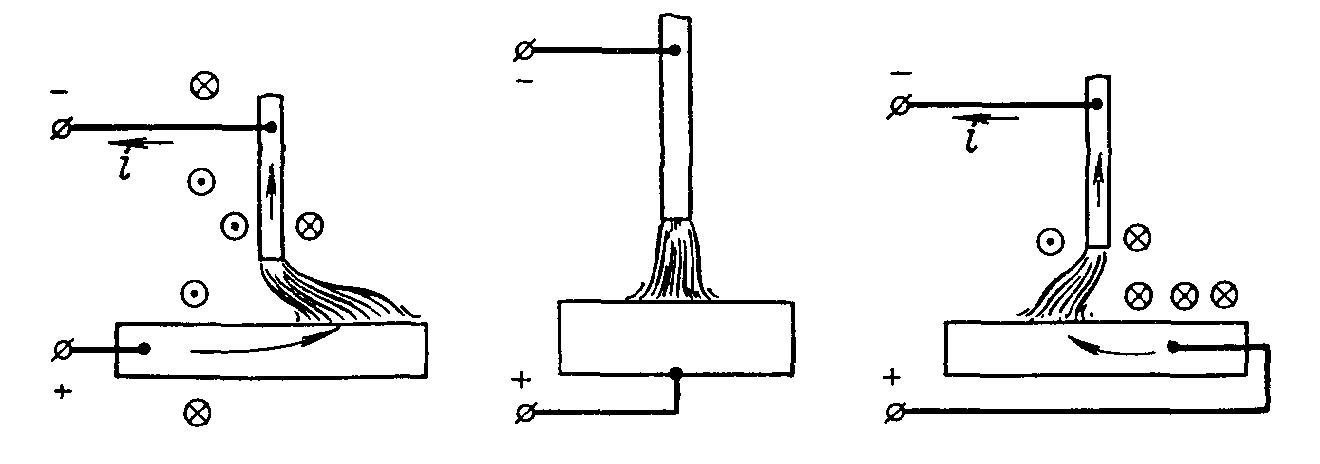
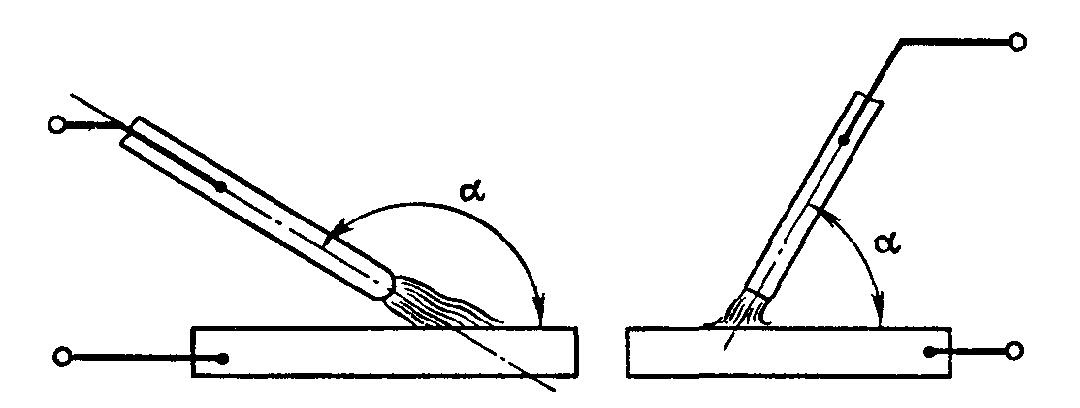
Нормальная дуга бывает при симметричном относительно нее подводе тока (рис. 5.10, а). В этом случае собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги.
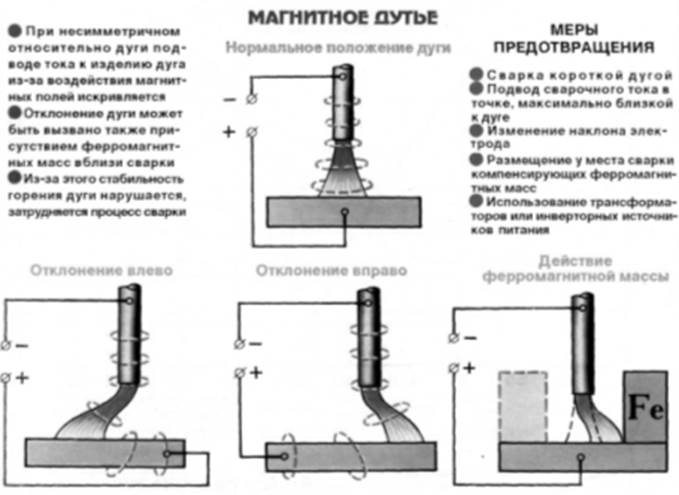
При несимметричном относительно дуги подводе тока к изделию дуга из-за воздействия магнитных полей искривляется (рис. 5.10, б, в). Подвод тока к изделию на некотором расстоянии от дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Рис. 5.10. Магнитное дутье:
а — нормальное положение дуги; б — отклонение влево; в — отклонение вправо; г — действие ферромагнитной массы
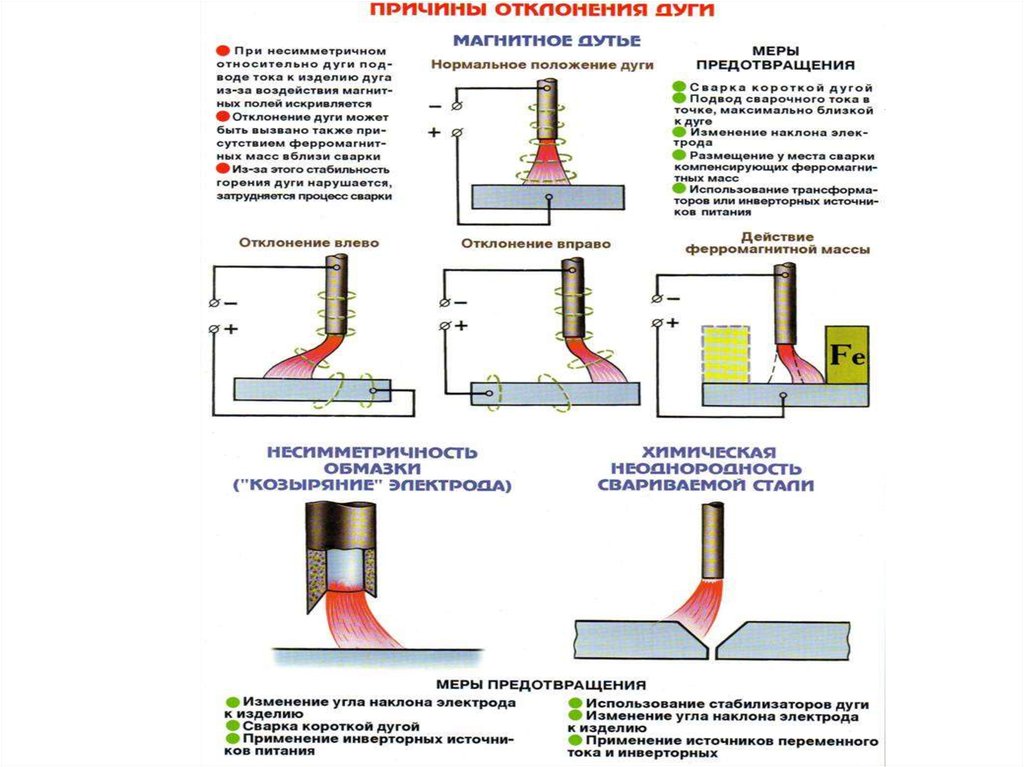
Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
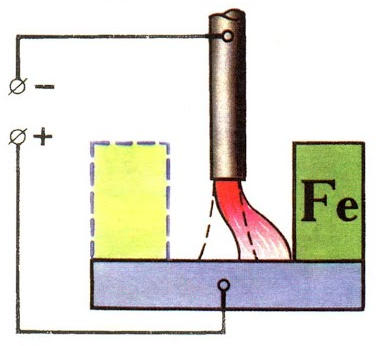
Магнитное дутье — отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке. Оно может быть вызвано присутствием ферромагнитных масс вблизи сварки (рис. 5.10, г). Из-за этого стабильность горения дуги нарушается, затрудняется процесс сварки.
На величину отклонения дуги влияет также угол наклона электрода, поэтому для его уменьшения электрод наклоняют в сторону отклонения дуги, а также уменьшают длину дуги.
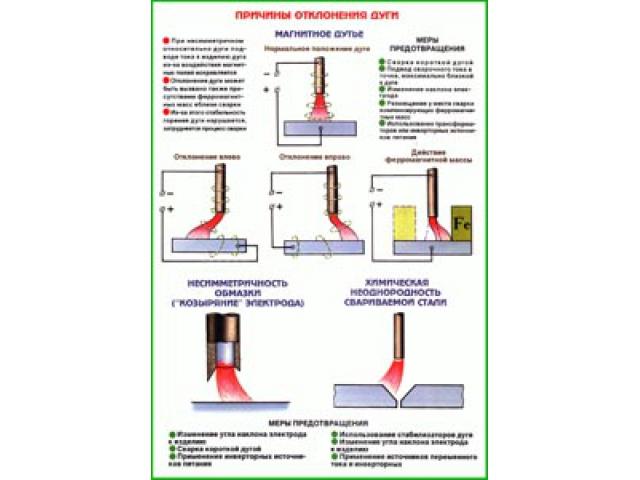
Отклонение дуги могут вызвать несимметричность обмазки электрода (рис. 5.11) и химическая неоднородность свариваемой стали (рис. 5.12).
Рис. 5.11. Отклонение дуги из-за несимметричности обмазки электрода
Рис. 5.12. Отклонение дуги по причине химической неоднородности свариваемой стали
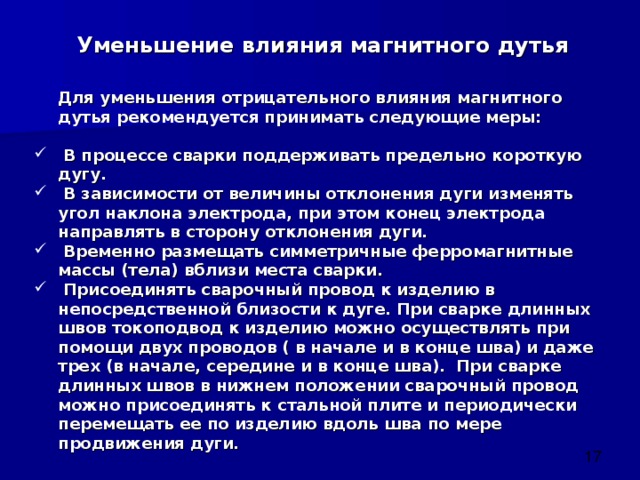
Меры предотвращения отклонения дуги: сварка короткой дугой; подвод сварочного тока в точке, максимально близкой к дуге; изменение угла наклона электрода к изделию; размещение у места сварки компенсирующих ферромагнитных масс; использование трансформаторов или инверторных источников питания.
В качестве компенсирующих ферромагнитных масс на практике в таких случаях используют стальную плиту с присоединенным к ней токопроводом, которую укладывают на расстоянии 200-250 мм от места сварки.
При сварке нередко наблюдается блуждание дуги — беспорядочное перемещение сварочной дуги по изделию, обусловливаемое влиянием загрязнения металла, потоков воздуха и магнитных полей. Это явление особенно часто наблюдается при сварке угольным электродом. Блуждание дуги ухудшает процесс формирования шва, поэтому для его устранения иногда используют постоянное продольное магнитное поле, создаваемое соленоидом, расположенным вокруг электрода.
11.3.3 Размагничивание источниками сварочного тока | Югорский учебный центр
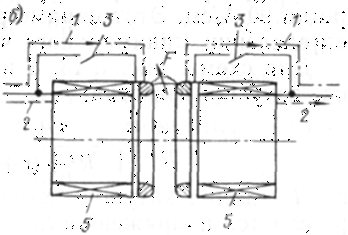
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности:
— провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
— определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
— установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
— измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
— установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
— выполнить демонтаж размагничивающих обмоток (соленоида).
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока; 4 — металлическая пластина; 5 — разъемный контакт
Рисунок 11.13 — Схема монтажа оборудования для размагничивания труб импульсным методом
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, — от 7 до 11, трубы с меньшей величиной магнитного поля — от 3 до 5 витков;
— подключить сварочный кабель к источнику постоянного тока;
— включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
— если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
— если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.




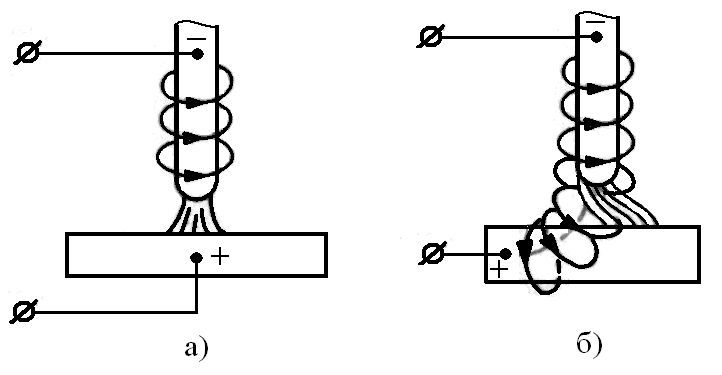
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока
Рисунок 11.14 — Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
ДУ с электромагнитным дутьем
Гашение мощной дуги в аппаратах высокого напряжения возможно лишь при интенсивном теплоотводе, который в высоковольтных выключателях обеспечивается интенсивным дутьем.
Теплоотвод от дуги существенно возрастает при быстром её перемещении силами магнитного поля в неподвижном газе. Электромагнитное дутьё в воздухе широко используется в аппаратах низкого напряжения. При замене воздуха элегазом электромагнитный способ гашения дуги оказалась возможным распространить и на область высоких напряжений.
Принципиальные схемы дугогасительных устройств с электромагнитным гашением дуги в элегазе показаны на рисунке 7.
| Рис. 7 Принципиальные схемы устройств с электромагнитным гашением дуги в элегазе: а─одна катушка, б─две встречно включенные катушки 1-путь тока при включенном положении аппарата, 2-путь тока в процессе отключения, 3-главные контакты, 4-дугогасительные контакты, 5-катушка
В них на каждую единицу длины дуги действует сила F, возникающая при взаимодействии тока дуги с нормальной к её стволу составляющей напряжённости магнитного поля. Под действием этой силы дуга перемещается по электродам со скоростью, зависящей от различных параметров, и в частности конструктивных. Магнитное поле создаётся самим отключаемым током при прохождении его по одной катушке (рис. 7, а) или по двум встречно включенным катушкам (рис. 7, б). Во включенном состоянии аппарата катушки шунтированы главными контактами, которые при отключении размыкаются первыми. Возникающая между подвижными и неподвижными контактами дуга начинает двигаться не сразу, а лишь после того, как сила F достигнет некоторого значения, ибо, чтобы сдвинуть дугу с места первоначального её образования, необходимо приложить вполне определённую силу Fмин, которую можно вычислить (в ньютонах) по формуле Fмин=I.H.10-6(где I-ток дуги, H-напряжённость магнитного поля катушки), исходя из следующих соображений. Для гашения дуги с током до нескольких десятков aмпеp достаточно весьма незначительной скорости дуги, причем необязательно, чтобы ее опорные точки перемещались. Зная максимальное значение тока, который надежно гаснет в элегазе при неподвижных опорных точках дуги, для различных конкретных условий экспериментально определяют значения напряженности магнитного поля Hмин, при которых дуга, включая и ее опорные точки, приходит в движение. Для каждого конкретного конструктивного исполнения дугогасительного устройства существует свое значение тока, который надежно гаснет при указанных условиях. Например, в камере на 10 кВ при искусственно созданном резко неравномерном поле надежно гаснет дуга с током до 80 А. Необходимо, чтобы уже при этом токе и более высоких его значениях дуга двигалась. Минимальное значение напряженности Hмин, при котором дуга с током 80 А придет в движение, равно 90 А/см. Этот параметр является исходной величиной при определении минимального числа витков катушки ωмин. Для схемы рис. 7, а напряженность магнитного поля на оси катушки известна: — длина катушки, х — расстояние точки, для которой определяется напряженность H, от середины катушки, R — радиус катушки. От числа витков катушки зависит напряженность магнитного поля и, следовательно, скорость движения дуги v д, которая является основным параметром, определяющим отключающую способность дугогасительного устройства. Кроме числа витков, на скорость дуги влияет давление газа и значение отключаемого тока. Поскольку скорость в течение полупериода меняется, целесообразно говорить о максимальной скорости движения дуги v допустимое число витков катушки определяется из условия надежного гашения дуги, возникающей при размыкании главных контактов, шунтирующих катушку. Это условие соблюдается при индуктивности катушки L ЛАБС-7К блок управления размагничиванием и компенсации магнитного поля трубопроводов.
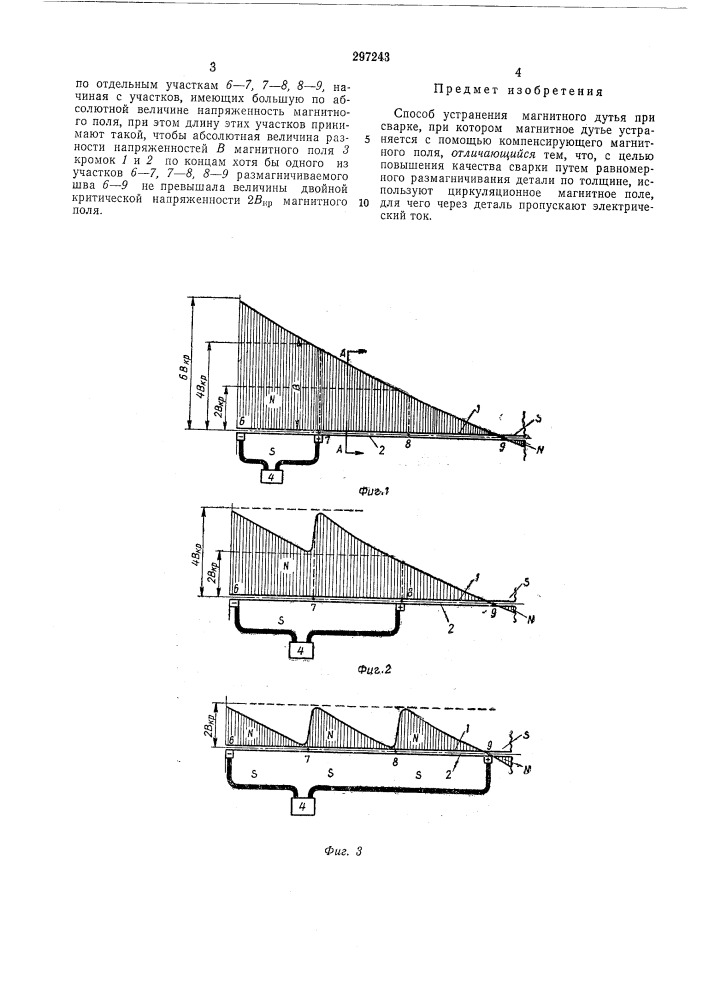
Известный факт, что намагниченность труб и трубопроводов создает большие трудности при строительстве и ремонте, где используется сварка на постоянном токе. Сегодня размагничивание производится в “ручную” — дедовским способом, либо морально-устаревшим оборудованием требующим высокой квалификации персонала. В связи с такими часто встречающимися факторами как: анамально-высокие уровни намагниченности, неравномерная намагниченность стыка, обратное «натекание» магнитного поля и пр., использование вышеперечисленных способов не позволяет эффективно произвести размагничивание. Всё это вновь влечет за собой “магнитное дутье” шва и в последствии уменьшение срока эксплуатации участков трубопровода и увеличение локальных ремонтов. ЛАБС-7К (базовая модель) позволяет осуществлять размагничивание труб и компенсацию магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Блок ЛАБС-7К предназначен в основном для компенсации магнитного поля в зоне сварки, что является наиболее эффективным методом при монтаже намагниченных труб и элементов трубопроводов. В комплектацию к этому устройству по желанию заказчика может быть добавлен дополнительный контур для увеличения мощности, а также система локализации магнитного поля ЛАБС-7ЭМ. ЛАБС-7К идеально подходит для небольших строительно-монтажных организаций. Назначение прибора ЛАБС-7К. Размагничивание трубы и компенсация магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Прибор является новейшей разработкой в этой области, современная импортная элементная база и использование высоких технологий позволили нам в десятки раз уменьшить вес и габариты прибора, а также увеличить надежность и удобство эксплуатации. Комплект поставки блока управления размагничиванием ЛАБС-7К состоит: блок ЛАБС-7К, универсальная катушка компенсатора, магнитометр, комплект чехлов и аксессуаров а также подробные инструкции по эксплуатации. — Входное напряжение 220В/50Гц — Выходной ток — до 100А. — Выходное действующее напряжение не более 110В — Время процесса размагничивания в автоматическом режиме 1-10 сек. — Время работы в режиме компенсации магнитного поля — неограниченно. — Прибор рассчитан на эксплуатацию при температуре от –40С до +40С, влажности не более 98%. Монтажные и ремонтные работы на магистральных трубопроводах. Размагничивание труб на базах хранения (подготовка к монтажу). Удобство и простота в эксплуатации не требуется специально подготовленного, квалифицированного персонала. В связи с автоматизированным процессом размагничивания, из органов управления только: переключатель полярности и регулятор мощности. Размагничивание может производиться как в момент сварки (для данного блока — рекомендуется производителем), так и в режиме “свободных концов”. Время работы в режиме компенсации магнитного поля не ограниченно. Время монтажа (демонтажа) не более 3 минут. Способ устранения магнитного дутья при сваркеО П И С А Н И Е 2 97243 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зависимое от авт. свидетельства № Заявлено l05.Ч.1968 (№ 1239452/25-27) с присоединением заявки № Опубликовано 01.Х.1971. Бюллетень № 29 Дата опубликования описания 6,ХП.1971 Комитет по делам изобретений и открытий при Совете Министров УДК 621,791.75 (088.8) Авторы изобретения В. М. Балашов, В. Г. Мороз, Ю. И. Пестов, Л. М. Гилев и А. Д. Кузнецов СПОСОБ УСТРАНЕНИЯ МАГНИТНОГО ДУТЬЯ Известен способ устранения магнитного дутья с помощью компенсирующего магнитного поля. Однако из-за неравномерности размагничивания детали получается низкое качество сварки. Предлагаемый способ позволяет повысить качество сварки путем применения циркуляпионного магнитного поля, для чего через деталь пропускают электрический ток. Описываемый способ иллюстрируется фиг. 1 — 11. На фиг. 1 изображена часть подготовленного под сварку сварного шва с одним из возможных случаев распределения напряженности магнитного поля вдоль его кромок; на фиг. 2 и 3 представлены последовательные этапы одного из возможных случаев размагничивания подготовленного под сварку сварного шва, изображенного на фиг. 1; на фиг. 4 показано распределение напряженности магнитного поля вдоль кромок участка б — 9, подготовленного под сварку сварного шва после размагничивания его кромок до значений, не превышающих критическую напряженность h,р, на фиг. 5 изображено сечение по А — А на фиг. 1 с распределением полярностей по кромкам подготовленного под сварку шва и действующие магнитные поля по предлагаемому способу; на фиг. 6 и 7 — распределение напряженности магнитного поля кромок по толщине подготовленного под сварку шва, изображенного на фиг. 5 до размагничивания; на фиг. 8 и 9 — распределение напряженности циркуляционного магнитного поля по толщине кромок подготовленного под сварку шва, изображенного на фиг. 5, создаваемого при прохождении электрического тока по кромке шва; на фиг. 10 и 11 — распределение напряженности магнитного поля по толщине кро10 мок подготовленного под сварку шва, изображенного на фиг. 5, после размагничивания.
Предлагаемый способ устранения магнитного дутья при сварке осуществляют следую15 щим образом. По одной из кромок 1 или 2 подготовленного под сварку сварного шва, на которых величина напряженности магнитного поля 8 по абсолютному значению превышает критическую напряженность В,р, при которой возникает магнитное дутье, от источника тока 4 пропускают электрический ток, направление которого и величину принимают такими, чтобы создаваемое им циркуляционное магнитное поле б имело полярность, обратную полярности магнитного поля 8 на кромках 1, 2, а величина его напряженности В была бы достаточна для размагничивания кромок 1 и 2 до определенной величины. Размагничивание 30 кромок 1 и 2 осуществляют последовательно 3 по отдельным участкам б — 7, 7 — 8, 8 — 9, начиная с участков, имеющих большую по абсолютной величине напряженность магнитного поля, при этом длину этих участков принимают такой, чтобы абсолютная величина разности напряженностей В магнитного поля 8 кромок 1 и 2 по концам хотя бы одного из участков б — 7, 7 — 8, 8 — 9 размагничиваемого шва б — 9 не превышала величины двойной критической напряженпости 2В„р магнитного поля. Способ устранения магнитного дутья при сварке, при котором магнитное дутье устраняется с помощью компенсирующего магнитного поля, отличающийся тем, что, с целью повышения качества сварки путем равномерного размагничивания детали по толщине, используют циркуляционное магнитное поле, 10 для чего через деталь пропускают электрический ток. Составитель Г. Тер-Арутюнов Редактор Т. Ларина Техред 3. Н. Тараиенко Корректоры: О. С. Зайцева и Е. Г. Михеева Заказ 3417/5 Изд. № 1433 Тираж 473 Подписное ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР  Если вы ищете захватывающее путешествие в мир фэнтези  Как мужчина в свои 26 лет, я всегда искал игры, которые  Как любитель компьютерных игр и поклонник вселенной  Привет, друзья! Меня зовут Макс, и сегодня я хочу поделиться |