Лужение
Полезное
Смотреть что такое «Лужение» в других словарях:
ЛУЖЕНИЕ — ЛУЖЕНИЕ, лужения, мн. нет, ср. Действие по гл. лудить. Заниматься лужением. Лужение посуды и самоваров. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
лужение — полуда Словарь русских синонимов. лужение сущ., кол во синонимов: 4 • металлообработка (59) • … Словарь синонимов
ЛУЖЕНИЕ — ЛУЖЕНИЕ, способ механического нанесения чистого или содержащего свинец олова на поверхность металлических изделий (железных, медных, латунных) с целью придания им более красивого вида или предохранения от разъедания к той. Процесс Л. протекает… … Большая медицинская энциклопедия
ЛУЖЕНИЕ — ЛУЖЕНИЕ, покрытие тонким слоем олова металлических изделий (посуды и пр.) или полуфабрикатов (например, проволоки) для защиты их от коррозии или для облегчения процесса пайки. Перед лужением обрабатываемую поверхность очищают и протравливают… … Современная энциклопедия
ЛУЖЕНИЕ — нанесение натиранием, погружением в расплав или электролитическим путем тонкого слоя олова на поверхность металлических (главным образом стальных и медных) изделий для защиты от коррозии или для подготовки их к пайке … Большой Энциклопедический словарь
лужение — ЛУДИТЬ, лужу, лудишь и лудишь; лужённый ( ён, ена); несов., что. Покрывать полудой. Л. посуду. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ЛУЖЕНИЕ — (Tinning or tinkering) покрытие металлов тонким слоем олова. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
ЛУЖЕНИЕ — покрытие металл. поверхностей тонким слоем устойчивого против коррозии металла, способного создавать с покрываемым металлом сплав. Наиболее распространено покрытие оловом. Применяется в случаях, когда требуется устранить образование вредных… … Технический железнодорожный словарь
лужение — Ндп. обслуживание Образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации. [ГОСТ 17325 79] Недопустимые, нерекомендуемые обслуживание Тематики сварка, резка … Справочник технического переводчика
Лужение — ЛУЖЕНИЕ, покрытие тонким слоем олова металлических изделий (посуды и пр.) или полуфабрикатов (например, проволоки) для защиты их от коррозии или для облегчения процесса пайки. Перед лужением обрабатываемую поверхность очищают и протравливают… … Иллюстрированный энциклопедический словарь
ЛУЖЕНИЕ — нанесение тонкого слоя олова на поверхность металлических (главным образом стальных и медных) изделий и полуфабрикатов для их защиты от коррозии или подготовки к пайке путем натирания, погружения в расплав или электролитическим путём … Большая политехническая энциклопедия
Для чего и как лудят металл
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Лужение металла используется сегодня во многих отраслях промышленности: в радиотехнике, электротехнике, машиностроении и авиационной промышленности.
Жало паяльника лудят, чтобы он хорошо удерживал припой и не окислялся. Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией. Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие технологии
 Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.
 Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды. Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты.
Гальваническая технология
Гальванический вариант облуживания делится также на два способа: в щелочных и кислых электролитах. Название говорит о том, что процесс нанесения олова основан на использовании электрического тока.
Отсюда и затратность процесса. Но именно эта технология гарантирует прочное сцепление наносимого сплава с металлической поверхностью. Есть и другие положительные стороны:
Обычно изделия со сложными формами облуживают с помощью щелочных электролитов, потому что этот вариант лужения обладает большой кроющей и рассеивающей способностью.

К недостаткам гальванической технологии лужения относится то, что этот способ сложный. Проводить его могут работники с высокой квалификацией, а это затраты по зарплате. То есть, залудить металл этим способом в домашних условиях нельзя. К тому же для проведения процесса необходимы специальные ванны.
Если говорить о технологии лужения со щелочными электролитами, то сам раствор является нестабильным, его сложно готовить, и придется все время контролировать концентрацию щелочи и качественное состояние анодов.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Особенности растирания и погружения
Технология лужения растиранием в своей основе содержит такой процесс, когда припой наносится на металлическое изделие и растирается паклей. При этом используется флюс в виде нашатыря и хлористого цинка. Вот последовательность операций:
Для способа погружения используют лудильные ванны, в которых олово нагревается до +300 ℃. В расплавленный сплав опускается изделие из металла, которое покрывается слоем припоя.
При этом, чем дольше оно лежит в ванне, тем толще слой олова на нем осядет. Когда проводят лужение паяльника, то вначале нагревают его, затем погружают в канифоль, и только потом расплавляют им маленький кусочек олова, тем самым обеспечивая покрытие.
Раствор при гальванической обработке
В принципе, обе технологии лужения (со щелочными и с кислыми электролитами) отличаются друг от друга присутствием в электролитной ванне щелочного или кислотного раствора. Сам же процесс налипания олова у них одинаковый, и происходит он при помощи электрического тока.

В состав кислотных растворов входит сернокислое олово, серная кислота, вещества кипиллярно-активного типа (это фенол или крезол), коллоидные вещества (клей, никотин, желатин или схожие с ними вещества).
Очень важно точно соблюсти пропорции основных компонентов: сернокислое олово – 65 г/л, серная кислота – 100 г/л.
Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой. Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово.
То же самое касается и растворителей. Здесь и едкий нарт, и уксуснокислый натрий, и едкое кали. Можно из расчета наличия тех или иных компонентов подобрать свою рецептуру раствора.
При этом в каждой обязательно будут свои концентрации веществ. Конечно, под каждую рецептуру подбирается плотность тока и температура нагрева раствора в ванне.
Лужение, как защитный процесс металлов от коррозии, один из самых востребованных. Он не очень дешевый, но эффективный по сравнению со многими технологиями. Поэтому его часто применяют в разных производствах.
Технология защиты металла лужением, работа паяльником
Лужение: суть технологии и область ее применения. Основные преимущества метода. Инструменты и пасты, применяемые для обработки металла. Горячее лужение и гальваническая ванна – сравнение и характеристики. Особенности технологического процесса лужения металла.

Лужение – это технология антикоррозийной защиты металла от взаимодействия с окружающей средой. Роль барьера выполняет тонкий слой олова или сплавы на его основе. Защитная металлическая пленка, наносимая на заготовку, называется «полуда». В некоторых случаях данный метод используют в качестве подготовительной процедуры перед паяльными работами.
В статье можно найти развернутый ответ на вопрос, что такое технология лужения. Также будут рассмотрены способы выполнения обработки и особенности технологического процесса.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
Металлы и сплавы для лужения
Для лужения применяют следующие металлы и сплавы:
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Технология лужения металла
Процесс лужения разделяют на два этапа:
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение

При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Лужение и пайка

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Лужение кузова автомобиля

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
Защита металлических изделий слоем олова – необходимая процедура, которая предшествует пайке. Сплав обеспечивает надежную защиту от агрессивного воздействия кислот и солей. Наиболее прогрессивным способом нанесения покрытия считают гальванический метод. Горячую технологию используют преимущественно для домашних работ радиолюбители.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.
Лужение оловом — технология, методы, свойства, применяемые инструменты

Лужение – это технология антикоррозийной защиты металла от взаимодействия с окружающей средой. Роль барьера выполняет тонкий слой олова или сплавы на его основе. Защитная металлическая пленка, наносимая на заготовку, называется «полуда». В некоторых случаях данный метод используют в качестве подготовительной процедуры перед паяльными работами.
В статье можно найти развернутый ответ на вопрос, что такое технология лужения. Также будут рассмотрены способы выполнения обработки и особенности технологического процесса.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
Способы нанесения покрытий из олова
Оловянные покрытия сегодня в основном наносятся двумя методами, каждый из которых имеет ряд достоинств и недостатков. Один из них – это горячее металлопокрытие с погружением изделия в расплав олова. Во втором случае используется гальваническое (электролитическое) осаждение олова на поверхность детали, где в качестве исходного сырья применяются оловянные аноды с высокой химической чистотой. Существуют еще несколько механических и химических способов покрытия оловом (лужение натиранием, металлизация напылением, диффузионный метод и т.п.), которые в современных условиях имеют ограниченное применение из-за их сложности и низкой производительности.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Технология лужения металла
Процесс лужения разделяют на два этапа:
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Свойства и задачи оловянных покрытий
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Лужение кузова автомобиля
Лужение кузова оловом выполняют при так называемом жестяном ремонте транспортных средств. Данная технология применяется с 30-х годов XX века.

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
Защита металлических изделий слоем олова – необходимая процедура, которая предшествует пайке. Сплав обеспечивает надежную защиту от агрессивного воздействия кислот и солей. Наиболее прогрессивным способом нанесения покрытия считают гальванический метод. Горячую технологию используют преимущественно для домашних работ радиолюбители.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.
Лужение от легендарного мастера Gene Winfielda, технология проверенная годами, советы и рекомендации

Всем привет, я покажу вам сегодня, как можно работать по технологии лужения на этом крыле. Кому лень читать смотрим кино:
Сначала мы должны подготовить его:



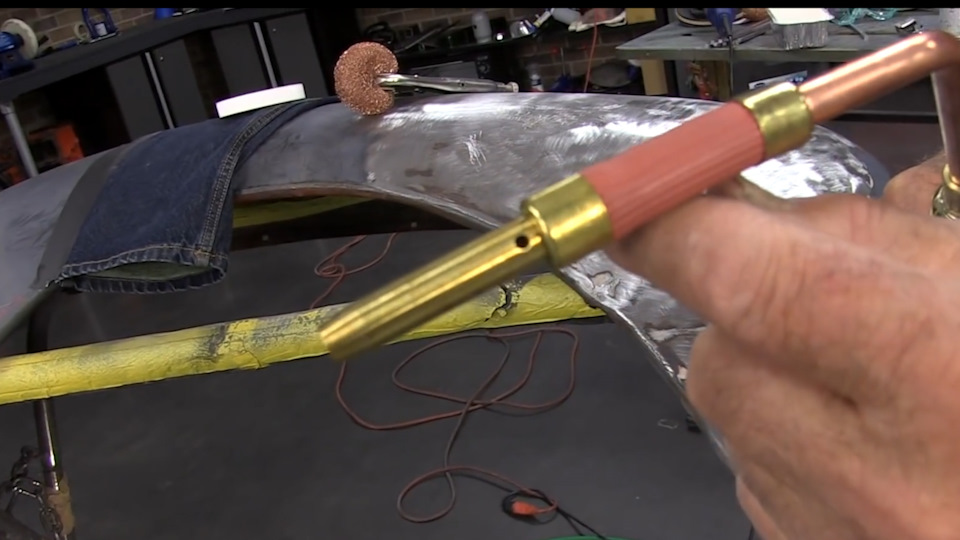
Для нанесения пасты я рекомендую медную сетку которую можно купить в хозмагах или супермакркетах и которая предназначена для мытья кастрюль, для удобства я закрепляю её прихватами для рихтовщиков, поскольку мы будем работать с горелкой.

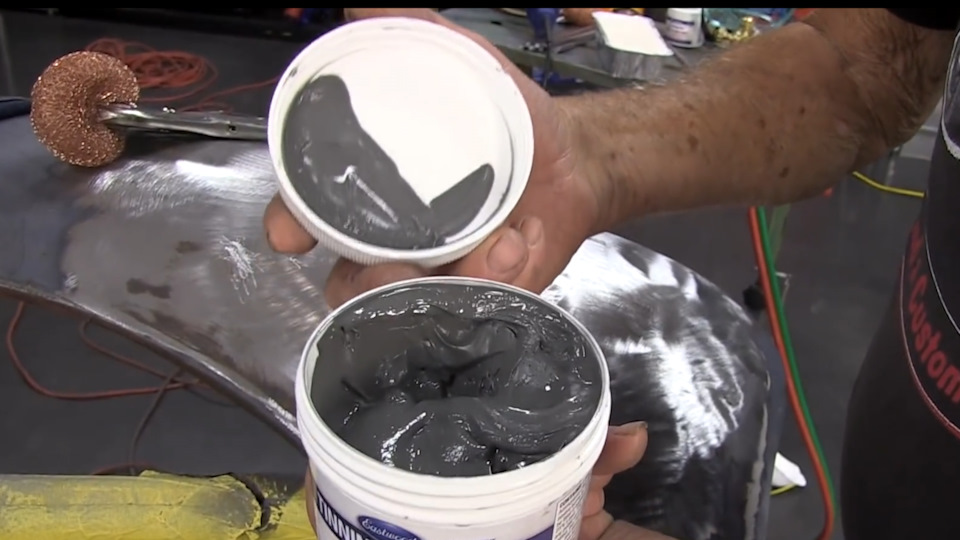
Далее мы будем использовать пасту для лужения, конечно желательно безсвинцовую, но на самом деле со свинцом намного лучше, но вы должны знать что это очень вредно для организма, всегда нужно работать в хорошо проветриваемых помещениях и использовать распиратор, который имеет защиту от паров кислоты, так как в пасте присутствует кислота.
Берём горелку с наконечником номер два, в данном случае этот наконечник с гибким рукавом и данный наконечник может использоваться при работе только с ацетеленом, без подачи кислорода, кислород он будет брать из воздуха вот через эти отверстия. Применение только ацетелена — значительно влияет на антикоррозию, при горении пропана которым сейчас все пользуются образуется вода, которая при соединении с кислотой творит чудеса, при работе с ацетеленом влага как раз испаряется…



Далее поверхность после нанесения пасты нужно промыть чистой водой с добавлением в неё пищевой например соды и с помощью чистой тряпки, промываете поверхность и это помогает нейтрализовать кислоту, от которой нужно обязательно избавиться, легче всего это сделать пока металл еще горячий, если металл остынет то избавится от кислоты будет намного сложнее, потому не теряйте зря время, работайте пока горячее. После того как прошлись тряпкой, проверьте чтобы ничего не оставалось на поверхности, если остались ворсинки то можно их удалить железной нержавеющей щёткой, повторяюсь поверхность должна быть идеально чистой. Если вы не удалите кислоту то возможно ваша работа к вам вернётся через 2-3 месяца на переделку из-за коррозии.



Перед тем как работать рекомендую припой так де обработать а грубым абразивом чтобы снять окислы.
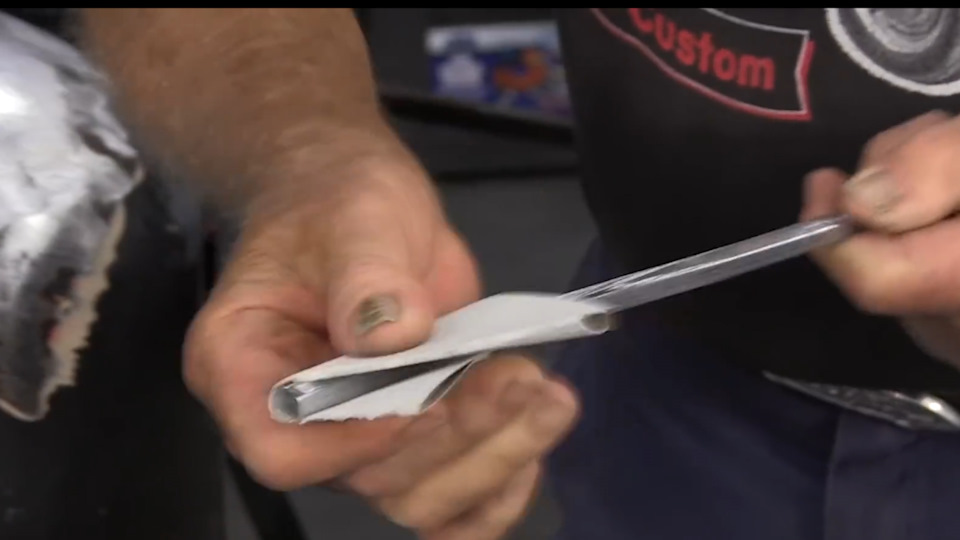
Далее необходимо подготовить лопатки для лужения.


Для этого я беру абразив Р400 и шлифую рабочую поверхность, поверхность должна быть чистой и гладкой. после шлифования поверхность должна быть идеально гладкой и чистой чтобы к ней не прилипал припой.


Далее лопатку нужно обработать жиром или воском, для это, в чуть подогретой горелкой воск или жир мы опускаем лопатку и очищаем затем на куске хлопковой, грубой, например джинсовой ткани.

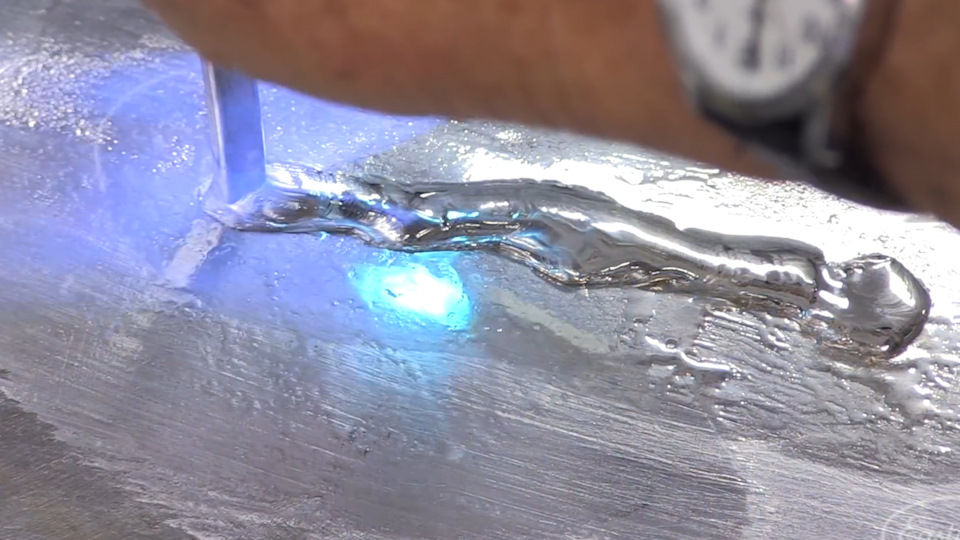
Теперь мы готовы к нанесению олова, нагревая горелкой луженую поверхность, желательно достаточно большой плоскости доводим поверхность до блеска, это означает что поверхность нагрелась и мы можем наносить олово.

Если поверхность металла не будет предварительно обработана пастой то олово там держаться не будет, оно будет скатываться.

Нагреваем поверхность и заодно приставленный пруток олова, как только олово начнёт плавится ведём прутком в нужном направлении, поддерживая нужную температуру плавления олова, так же важно хорошо прогревать и поверхность чтобы олово приставало к металлу.
Далее берём подготовленную лопатку и начинаем разравнивать олово на поверхности, при этом важно соблюдать последовательность нагрева и разравнивания чтобы не сжечь деревянный инструмент пламенем горелки: нагреваем — отводим горелку — разравниваем — нагреваем — отводим горелку — разравниваем. Таким образов добиваемся нужной формы. Применяя лопатки разных размеров и формы мы может получить желаемую форму поверхности. При работе важно держать поверхность горячей и при этом успевать разравнивать, это с одной стороны не сложно, с другой требует тренировки.


Важно так же следить на вашей лопаткой и при необходимости очищать её и снова смазывать.
После того как поверхность готова, необходимо снова тщательно промыть её водой с содой, а затем её обезжирить от воска или жира, и далее можно приступить к разравниванию с помощью рихтовочного напильника.

Преимущество олова над шпаклёвкой является то, что вы можете поправить вмятины, вы можете на самом деле стучать молотком и ничего не будет, и ты не повредишь шпаклёвку ударами молотка. Для контроля поверхности мы плоскость обрабатываем рихтовочным напильником и получаем картину полученной поверхности, лишнее мы срезаем напильником, а вмятины будем выстукивать молотками.



Для выравнивания поверхности нам пригодится пик молоток и приспособление называемое яблочный молоток

Яблочный молоток редко встретишь на просторах России, а вот в Штатах он популярен.
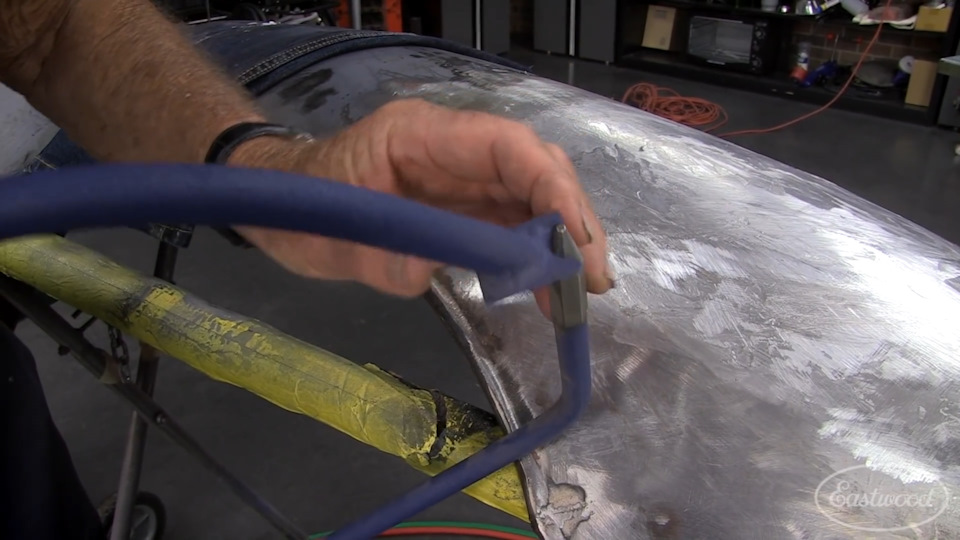
Молотком мы исправляем крупные неровности, используя длину ручки как маяк того места которое хотим исправить, более лёгкие и мелкие неровности мы исправляем яблочным молотком. Его конструкция позволяет с высокой точностью попадать бойку в нужное место и мы можем втащить даже самые незначительные вмятинки.
После выравнивания молотками мы проверяем поверхность рихтовочным напильником, после получения желаемого результата, шлифуем поверхность абразивами необходимыми для нанесения шпаклёвки или грунта, начинать важно с той градации чтобы удалить все риски от рихтовочного напильника, остановится можно на градации Р120 для нанесения шпаклёвки. Многие спрашивают — можно ли наносить шпаклёвку на олово, можно, если вас не интересует антикоррозионная защита.



