§5. Программирование ЧПУ. Линейная интерполяция
Интерполяторы делятся на линейные и круговые. Линейный интерполятор используется для отработки прямолинейного движения инструмента. На входе в интерполятор поступает информация о координатах опорных точек, на выходе для каждой координаты формируется последовательность импульсов необходимых для отработки заданной геометрии. Линейный интерполятор позволяет отрабатывать только прямолинейные движения. Однако обеспечить точное соответствие перемещения вдоль заданной прямой достаточно сложно. Итоговая траектория перемещения приближенно напоминает ломаную линию (рисунок ниже). 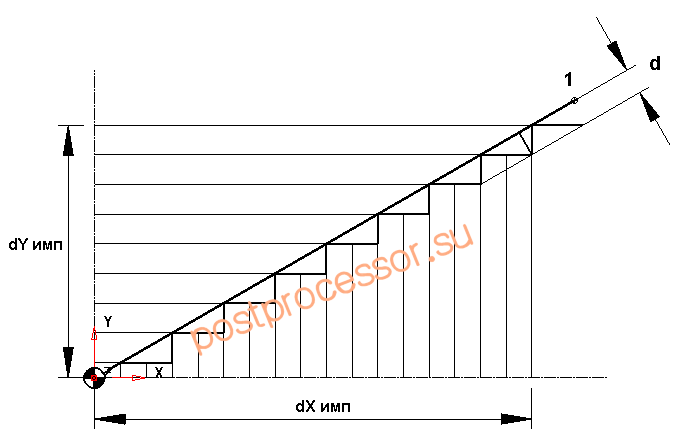
Таким образом, линейный интерполятор рассчитывает необходимое количество импульсов по той или иной оси и выдает их на привода.
Программирование линейных перемещений
G01 X n.n Yn.n Z n.n Fn.n, где
X, Y, Z – адреса линейных осей;
F – скорость перемещения;
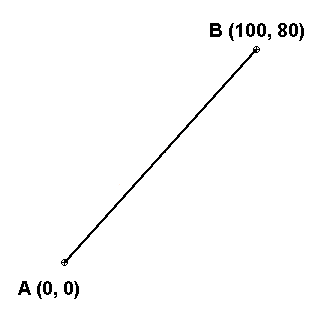
Например, для программирования прямолинейного перемещения из точки A в точку B со скоростью 1000 мм/мин необходимо в УП сформировать следующий кадр:
Интерполяция в системе ЧПУ
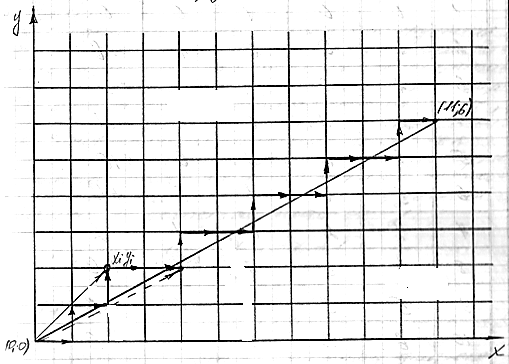
Интерполяцией – это есть расчет уставок по перемещению (планирование движения, разбитие на микроперемещения)
В данном рисунке применены упрощенные правила движения осущ. на 1 дискрету. Ступенчатость будет сглаживаться инерционностью приводов. В итоге программа интерполятор должна выдать 2 массива – уставки по Х и У на все планируемые такты. Эти массивы раздаются на соответствующие привода.
Одним из основных узлов контурных УЧПУ является интерполятор — специальное вычислительное устройство, преобразующее записанную на перфоленте или заданную от ЭВМ информацию в управляющие воздействия на двигатели приводов подач с целью обеспечения требуемой траекторий и скорости движения инструмента вдоль заданного контура.
На перфоленте траектория перемещения инструмента относительно заготовки задается значениями координат отдельных точек А, В, С. которые называются опорными точками (рис. 1.3). Характер движения инструмента между соседними опорными точками определяется видом интерполяции, которую выполняет интерполятор.
Строение интерфейса MMC
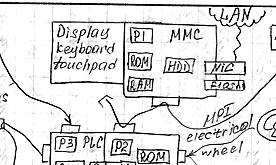
ММС – Machine-Man computer – компьютер оператора. Он включает: 1) Винчестер, прежде всего для хранения управляющих программ; 2) Дисплей с нижней планкой 15 дюймов; 3) USB-порт для подключения флешек; 4) сетевая карта для подключения станка к локальной сети; 5) встроенная клавиатура trackbot и tachpad; 6)внешние разъемы VGA для подключения переносного дисплея; 7) Разъемы для подключения внешней клавиатуры и мышки; 8) устройство для чтения дискет; 9) устройство для чтения CD (возможно).
Управляющая программа в MMC может возникнуть путями: 1)Полностью набрана оператором; 2)Скачана по сети с цехового сервера; 3)Принесена на флешке; 4)CD; 5 Дискета.
Понятие о DNC
Системы группового управления оборудованием от ЭВМ называются (см. гл. 1, § 1) системами DNC (Direct Numerical Control). Возможности построения таких систем ЧПУ появились только после создания ЭВМ, позволяющих работать в режиме разделения времени. В этом режиме одна ЭВМ может одновременно решать большое число задач и управлять большим количеством разных машин.
Это обеспечивается благодаря тому, что ЭВМ выдает управляющую информацию каждому виду оборудования не непрерывно, а отдельными кадрами. Пока данный станок (или другая машина) выполняет заданный кадр, ЭВМ успевает «обойти» все машины на участке и «вернуться» снова на этот же станок для выдачи нового кадра программы.
Таким образом, систему DNC группового управления можно рассматривать как состоящую из трех уровней:
1) верхний уровень с наиболее мощными ЭВМ для оперативного планирования и учета хода производства в целом, а также для проектирования технологических процессов и программирования обработки;
2) средний уровень с ЭВМ небольшой мощности для управления работой оборудования и организации работы ремонтной службы;
3) нижний уровень, на котором используются индивидуальные устройства ЧПУ.
1. Линейная интерполяция методом оценочной функции
2. Строение и интерфейсы NCU
3. Виды датчиков обратной связи для станков с ЧПУ
Интерполяция и дискретность в современных системах ЧПУ.
Одним из основных узлов контурных УЧПУ является — специальное вычислительное устройство, преобразующее записанную на перфоленте или заданную от ЭВМ информацию в управляющие воздействия на двигатели приводов подач с целью обеспечения требуемой траекторий и скорости движения инструмента вдоль заданного контура.
На перфоленте траектория перемещения инструмента относительно заготовки задается значениями координат отдельных точек А, В, С. которые называются опорными точками (рис. 1.3). Характер движения инструмента между соседними опорными точками определяется видом интерполяции, которую выполняет интерполятор.
В современных системах ЧПУ применяются в основном интерполяторы двух типов: линейные, обеспечивающие перемещение инструмента между соседними опорными точками по прямым линиям, расположенным под любыми углами (рис. 1.3, а), и линейно-круговые, реализующие такой характер управления, при котором инструмент между соседними опорными точками может перемещаться как по прямым линиям, так и по дугам окружностей (рис. 1.3, б).
Для выполнения кругового движения в программе кроме координат опорных точек должны быть заданы координаты центров дуг окружностей. В большинстве современных контурных систем ЧПУ команды на перемещения рабочих органов выдаются дискретно, в виде единичных кратковременных управляющих воздействий — управляющих импульсов. Интерполятор обеспечивает такое распределение поступающих импульсов во времени между приводами подач, при котором инструмент перемещается с максимальным приближением к заданной прямой (при линейной интерполяции) или к дуге окружности (при круговой интерполяции) с определенными шагами движений (см. участки ВС на рис. 1.3). Наименьший контролируемый в процессе управления шаг в перемещении рабочего органа, осуществляемый от одного управляющего импульса, называется дискретностью отработки перемещений (иногда вместо этого термина используют понятие «разрешающая способность СЧПУ»).
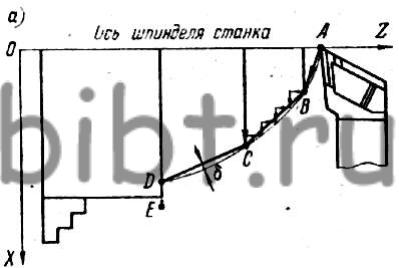
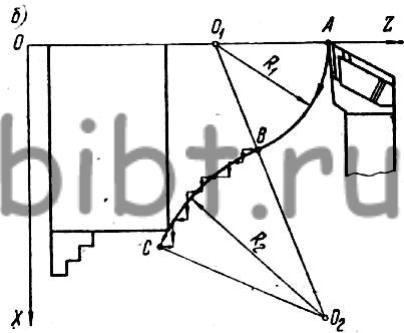
Рис. 1.3. Схема движения инструмента между опорными точками А, В, С, Д, Е при линейной интерполяции (а) и опорными точками А, В, С при круговой интерполяции (б) при токарной обработке.
Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс, выдаваемый интерполятором. Большинство современных систем ЧПУ имеют дискретность отработки перемещений, равную 0,01 мм/имп. Однако новые СЧПУ, осваиваемые в настоящее время, рассчитаны уже на дискретность 0,001 мм/имп. Выполнение станком требуемых значений дискретности обеспечивается конструкцией УЧПУ, двигателей подач и датчиков обратной связи, а также передаточными отношениями механизмов подач станков.
При разработке программ для станков с линейными интерполяторами криволинейный контур, заданный на чертеже, заменяют ломаной линией (см. линию ABCD на рис. 1.3, а). Такая замена называется аппроксимацией контура. При аппроксимации точки ломаной должны как можно меньше отклоняться от заданного контура. Однако уменьшение этих отклонений приводит к увеличению числа опорных точек, а следовательно, к возрастанию объема вычислений по определению их координат, к увеличению числа кадров на перфоленте. Возрастает общая длина перфоленты, которая может превысить допустимое значение для данного устройства ЧПУ, повышается вероятность возникновения ошибок при чтении перфоленты в процессе обработки и др. На практике число опорных точек принимают минимально допустимым, с тем чтобы их максимальное отклонение от заданного контура не превышало допуска δ на аппроксимацию контура (см. рис. 1.3, а). Этот допуск принимают равным: δ= (0,1—0,3)Δ, где Δ — чертежный допуск на размеры заданного контура.
Программирование для станков с линейно-круговыми интерполяторами более простое, поскольку в кадре программы записываются лишь координаты конечных точек дуги каждого радиуса и координаты центров этих дуг (например, точки В и С и O 1 и O 2 на рис. 1.3, б).
Однако круговая интерполяция достаточно просто может быть использована только в том случае, если обрабатываемый контур задан участками дуг окружностей известных радиусов. Если же участок не является дугой окружности, то приходится или использовать линейную интерполяцию с аппроксимацией контура ломаной линией, или выполнять аппроксимацию криволинейного контура (например, параболы) участками дуг окружностей. Круговая интерполяция дает наибольшие преимущества при токарной обработке, поскольку контуры осевых сечений тел вращения в подавляющем большинстве случаев очерчиваются дугами окружностей.
В отличие от токарной обработки, при которой обычно программируется траектория движения вершины резца, при фрезеровании, как правило, программируется траектория движения центра фрезы (рис. 1.4).
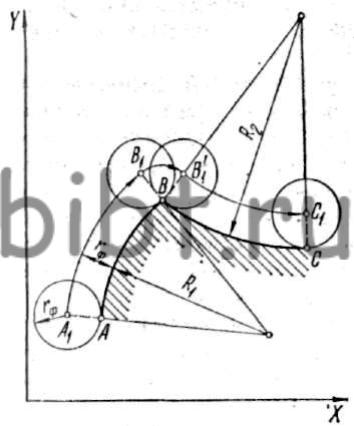
Для обеспечения правильного формирования обрабатываемой поверхности эта траектория строится в виде эквидистантной кривой по отношению к заданному контуру. Эквидистантной называется кривая, все точки которой удалены от заданного контура в направлении по нормали к нему на одно и то же расстояние. При фрезеровании таким расстоянием является радиус фрезы.
Форма и размеры эквидистантной кривой значительно отличаются от контура детали, поэтому программирование для фрезерного станка в общем случае связано с резким увеличением объема вычислений.
Преимуществ от применения круговой интерполяции при фрезеровании меньше, чем при токарной обработке, поскольку многие детали, изготовляемые на фрезерных станках, очерчиваются контурами, составленными из более сложных кривых, чем дуги окружностей. Кроме того, современные линейно-круговые интерполяторы обеспечивают относительное движение инструмента только по окружностям, которые расположены определенным образом: в плоскости стола, в плоскости, перпендикулярной направлению продольной подачи стола, и в плоскости, перпендикулярной направлению поперечной подачи стола. Это не позволяет рационально аппроксимировать сложные фасонные поверхности дугами окружностей. Поэтому на фрезерных станках с ЧПУ наиболее широко используется более простая и универсальная линейная интерполяция, при которой инструмент перемещается в пространстве по прямой линии, например из точки М в точку N (рис. 1.5).
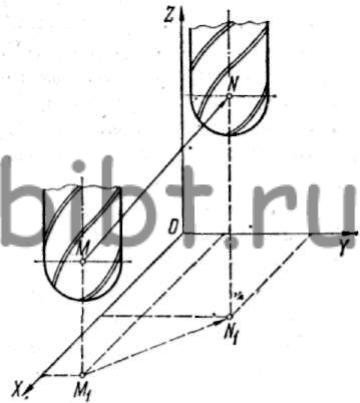
Рис. 1.5. Траектория перемещения концевой сферической фрезы из опорной точки М в опорную точку N при линейной интерполяции с одновременным управлением по трем координатам.
Все интерполяторы обладают важным технологическим свойством: при линейной интерполяции они поддерживают заданную контурную скорость движения инструмента (подачу) в промежутке между соседними опорными точками неизменной. Это обеспечивается постоянством частоты выдачи управляющих импульсов, которые интерполятор формирует в соответствии с информацией о величине подачи, записанной в кадре управляющей программы. При необходимости в автоматическом режиме подача может быть в любой опорной точке изменена на другую, более рациональную. Если подачу надо изменить в промежутке между основными опорными точками, назначают промежуточные опорные точки.
При круговой интерполяции указанное постоянство частоты выдачи управляющих импульсов приводит к некоторой неравномерности подачи вдоль дуги окружности.
Круговая интерполяция G02, G03 на токарном станке. Примеры программ.

В этой статье объясняется использование кода G02 G03 на токарном станке G. G код G02, G03 используются для круговой интерполяции в CNC станках.
Для фрезерных станков команды G02 (Круговая интерполяция по часовой стрелке) и G03 (Круговая интерполяция против часовой стрелки) имеют несколько иное значение, не смотря на схожий принцип действия. Для того чтобы понять разницу между написанием программ для токарного и фрезерного станков, приведу несколько не сложных примеров программирования токарного станка с ЧПУ.
Пример №1 программирования токарного станка с ЧПУ Fanuc
Пример №2 программирования G02 G03 на токарном станке
G-код G02 G03 Пример программы I&K
G02 G03 Циклическая интерполяция G-кода может быть запрограммирована двумя способами:
Ниже представлена та же программа с ЧПУ, но в этой версии используются I & K с кодом G02 G03
Пример №3. Круговая интерполяция G02 G03 на токарном станке
Вы можете использовать R или IK с G-кодами G02 / G03, см. N80 в обоих примерах программ с ЧПУ
Пример №4 программирования станка ЧПУ G-код G02
Объяснение G-кода
G02 Пояснение
G02 имеет некоторые значения в блоке программирования ЧПУ, такие как x, z, I, K.
Программа №5 для токарного станка с ЧПУ. Круговая интерполяция G03
Описание
Буквы I и K для G03.
I Расчет для круговой интерполяции G03
I — это расстояние от начальной точки дуги до центра дуги по оси x. Это значение указывается не в диаметре, а в качестве значения радиуса, поэтому
Расчет K для круговой интерполяции G03
K — расстояние от начальной точки дуги до центра дуги по оси z.
Круговая интерполяция G02 G03 на токарном станке
Что такое линейная интерполяция на станках с чпу
Каталог продукции
Дополнительно
Руководства и инструкции
Статьи
Кто на сайте?
Сейчас на сайте 59 гостей и нет пользователей
Дискретность и интерполяция в современных системах ЧПУ
Для работы ЧПУ необходим интерполятор – вычислительное устройство, которое передаёт информацию от PC, преобразуя в координаты. Есть два вида интерполяторов: линейные и линейно-круговые. Работают оба по принципу подачи импульса (интерполяции). Шаг, осуществляемый от одного импульса, называется дискретностью. Интерполяторы имеют важнейшее качество поддерживать заданную подачу между опорными точками неизменной.
Один из главных узлов контурных УЧПУ – это интерполятор (специальное вычислительное устройство). Интерполятор преобразует программа заданную от PC информацию непосредственно в управляющие действия на двигатели приводов подач для обеспечения требуемой траектории и скорости движения инструмента вдоль заданного контура.
Траектория перемещения инструмента относительно детали/заготовки в программе задается значениями координат отдельно взятых точек А, В, С. так называемыми – опорными точками. Характер движения инструмента между этими опорными точками определяется естественно видом интерполяции, которую непосредственно и выполняет – интерполятор.
Сегодня в современных системах ЧПУ в основном применяются интерполяторы двух типов:
Для осуществления кругового движения в программе помимо координат опорных точек обязательно должны быть заданы еще и координаты центров дуг окружностей. Как правило, в большинстве современных контурных системах ЧПУ, рабочие органы для перемещения получают команды дискретно, то есть в виде единичных кратковременных управляющих импульсов (управляющих воздействий).
Использование интерполятора в новейших системах ЧПУ
Интерполятор в свою очередь обеспечивает распределение поступающих импульсов между приводами подач, чтобы инструмент перемещался максимально близко к дуге окружности (в случае круговой интерполяции) или к заданной прямой (в случае линейной интерполяции) с обусловленными шагами движений. Меньше всего контролируется шаг в процессе управления в перемещении рабочего органа, который осуществляется от одного управляющего импульса и называется дискретностью отработки перемещений («разрешающая способность СЧПУ»). Между опорными точками схема движения инструмента выглядит так: А, В, С, Д, Е при линейной интерполяции (а) и опорными точками А, В, С при круговой интерполяции (б) при токарной обработке.
На один управляющий импульс, который выдается интерполятором, дискретность отработки перемещений формулируется в миллиметрах. В большинстве своем современные системы ЧПУ имеют дискретность отработки передвижений, равную 0,01 мм/имп. В свою очередь новые СЧПУ, осваиваемые сегодня, рассчитаны уже на дискретность в 0,001 мм/имп. Конструкция УЧПУ, двигатели подач и датчики обратной связи, обеспечивают четкое выполнение станком необходимых значений дискретности, сюда же относится передаточное отношения механизмов подач станков.
Аппроксимация контура
Во время разработки программ для станков непосредственно с линейными интерполяторами криволинейный контур, который заданный на чертеже, замещают ломаной линией. Данная замена называется «аппроксимацией контура». Во время аппроксимации, точки ломаной линии должны отклоняться от заданного контура – как можно меньше. Однако уменьшение таких отклонений приводит к неизбежному увеличению числа опорных точек, к увеличению числа кадров непосредственно в самой программе и соответственно к увеличению объема вычислений определяющих их координат.
На практике же число опорных точек принимается минимально допустимым, чтобы максимальное их отклонение от заданного контура ни в коем случае не превышало допуска δ непосредственно на аппроксимацию контура. Этот допуск принимается равным: δ= (0,1—0,3)Δ, где Δ, то есть – на размеры заданного контура чертежный допуск.
Поскольку в кадре программы записывается лишь только координаты конечных точек дуги исключительно каждого радиуса и соответственно координаты центров этих дуг (к примеру, такие точки как, В и С и O1 и O2), то программирование для станков, имеющих линейно-круговые интерполяторы – считается более простым.
Круговая интерполяция
Однако круговая интерполяция может быть использована, причем достаточно, просто, только в том случае, когда обрабатываемый контур задан участками исключительно дуг окружностей известных ей радиусов. Но если участок дугой окружности не является, то приходится использовать, либо линейную интерполяцию с аппроксимацией контура ломаной линией, либо выполнять аппроксимацию криволинейного контура (к примеру, параболы) участками дуг окружностей.
Наибольшие преимущества при токарных обработках дает круговая интерполяция, потому как контуры осевых сечений вращения тел в большинстве своем очерчиваются дугами окружностей. Если сравнивать с токарными обработками, обычно при которых программируется траектория движения вершины резца, как правило, при фрезеровании, программируется только траектория движения центра фрезы. Траектория движения центра фрезы непосредственно с радиусом Rф при создании контура ABC, который состоит из двух дуг окружностей с радиусом R1 и R2 (А1, В1, В1′, С1 — то есть, опорные точки траектории движения самой фрезы).
Чтобы обеспечить правильное формирование обрабатываемой поверхности, данная траектория по отношению исключительно к заданному контуру основывается в виде эквидистантной кривой. Эквидистантной называется кривая, у которой все точки удалены на одно расстояние от заданного контура. При фрезеровании таким расстоянием основным, конечно же, является радиус фрезы. Размеры и форма эквидистантной кривой существенно отличаются от контура детали, именно поэтому программирование для фрезерных станков зачастую связано с достаточно резким увеличением объема вычислений.
Преимущества интерполяции
Преимуществ от использования круговой интерполяции во время фрезерования меньше, чем во время токарной обработки, потому что многие детали, которые изготавливаются на фрезерных станках, обязательно очерчиваются контурами, которые в свою очередь составлены из более сложных кривых, нежели дуги окружностей. Кроме этого, современные линейно-круговые интерполяторы четко обеспечивают относительное движение инструмента исключительно по окружностям, расположенным следующим образом: в плоскости стола, а также в плоскости перпендикулярно направлению продольной подачи стола, а также в плоскости перпендикулярно направлению поперечной подачи стола.
Именно это действие не позволяет рационально аппроксимировать достаточно сложные фасонные поверхности дугами окружностей. Посему на фрезерных станках с (числовым программным управлением) наиболее широко применяется более простая и в тоже время универсальная линейная интерполяция, соответственно при ее воздействии инструмент перемещается по прямой линии из точки М, например, в точку N. При этом траектория перемещения концевой сферической фрезы непосредственно в опорную точку N из опорной точки М при линейной интерполяции осуществляется с одновременным управлением исключительно по трем координатам.
Технологические качества интерполяции
Абсолютно все интерполяторы обладают важнейшим технологическим качеством: при линейной интерполяции они отлично поддерживают заданную системой контурную скорость движения инструмента (т. е. подачу) в промежутке между соседствующими опорными точками неизменной (т. е. стабильной). Это обеспечивается благодаря постоянству частоты выдачи управляющих импульсов, формирующиеся интерполятором в соответствии с необходимой информацией о величине подачи, которая записана в кадре управляющей программы.
Если возникает необходимость, то в автоматическом режиме эта подача может быть изменена на другую абсолютно в любой опорной точке на наиболее рациональную. Если подачу нужно изменить в промежутке между главными опорными точками, то назначают промежуточные опорные точки. Также необходимо учесть, что при круговой интерполяции заданное постоянство частоты управляющих импульсов (их выдачи) приводит подачи вдоль дуги окружности к некоторой неравномерности.



