Определение характеристик точности отливки
Обозначение точности отливки.
В технических требованиях чертежа отливки или детали с нанесенными размерами отливки должны быть указаны нормы точности отливки. Их приводят в следующем порядке: класс размерной точности, степень коробления, степень точности поверхности, класс точности массы и допуск смещения отливки.
Пример условного обозначения точности:
Точность отливки 8— 5— 4—7 См 0,8 ГОСТ Р 53464-2009 [1]
Отливка 8-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го класса точности массы с допуском смещения 0,8 мм.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации, регламентируется отраслевой научно-технической документацией.
Ненормируемые показатели точности отливок заменяют нулями, а обозначение смешения опускают.
Нормы точности устанавливают на отливку в целом, ее отдельные поверхности и размеры. На отдельные размеры и поверхности отливки допускается устанавливать более жесткие нормы точности, чем в целом на отливку.
В технических требованиях чертежа отливки или детали с нанесенными размерами отливки должны быть указаны в нижеприведенном порядке значения номинальных масс детали, припусков на обработку, технологических напусков и массы отливки
Пример обозначения номинальных масс разных для детали—20,35 кг, для припусков на обработку—3,15 кг, для технологических напусков— 1,35 кг для отливки—24,85 кг:
Масса 20,35-3,15-1,35-24,66 ГОСТ Р 53464-2009
Для необрабатываемых отливок или при отсутствии технологических напусков соответствующие величины обозначают «0».
Например: Масса 20,35-0-1,35-20,70 ГОСТ Р 53464-2009 или Масса 20,35- 0- 0- 20,35 ГОСТ Р 53464-2009
В технических требованиях чертежа литой детали указывают только массу детали.
Определение класса размерной точности отливки
Класс размерной точности отливки (КР) определяется по табл. 4.1. (табл. А.1. ГОСТ Р 53464-2009) и зависит от вида технологического процесса, наибольшего габаритного размера и типа сплава.
В таблице 4.1 указаны диапазоны классов размерной точности отливок, обеспечиваемых различными технологическими процессами литья. Меньшие значения относятся к простым отливкам и условиям массового автоматизированного производства, большие—к сложным отливкам в условиях единичного и мелкосерийного производства, средние—к отливкам средней сложности и условиям механизированного серийного производства
Так для отливки из стали СТ30л с габаритными размерами 300х500х1200 мм, изготавливаемой в песчано-глинистые сырые формы из смесей с влажностью от 2.8 до 3.5% и прочностью от 120 до 60 кПа (от 1.2 до 1.6 кг/см 3 ) со среднем уровнем уплотнения до твердости не ниже 80 единиц класс размерной точности отливки составит 10-14. При простой конфигурации отливки и массовом характере производства следует выбрать меньшие значение близкое к 10. При единичном производстве и сложной отливке следует назначать значение ближе к 14, что будет обеспечивать большие значения допусков и припусков.
Степень коробления
Степень коробления (СК) определяется по таблице 4.2. (ГОСТ Р 53464-2009 таблица Б.1)
Степень коробления зависит от вида литья (однократные или многократные формы) и от наличия или отсутствия термической обработки отливки.
При определении степени коробления фланца за высоту принимается толщина h=28 мм, за длину диаметр D=326 мм, h/D=0,083.
При определении степени коробления цилиндра за высоту принимается диаметр d=136 мм, за длину L=230 мм, d/L=0,59. Для отношения h/D=0,083 (фланец) с учетом разовой формы и термообработки отливки попадаем в интервал 6-9, в соответствии с примечанием принимаем СК 8.
Определение класса размерной точности отливки
| Технологический процесс литья | Наибольший габаритный размер отливки, мм | Тип сплава | |||
| Цветные легкие нетермо обрабатываемые сплавы | Не ТО черные и цв.туго-плавкие сплавы и ТО цв. легкие сплавы | ТО чугунные и цв.туго-плавкие сплавы | ТО стальные сплавы | ||
| Класс размерной точности отливки | |||||
| Литье под давлением в металлические формы и по выжигаемым моделям с применением малотерморасширяющих-ся огнеупорных материалов (плавленого кварца, корунда и т.п.) | до 100 св. 100 до 250 св. 250 до 630 | 3т-5 3-7т 4-7 | 3-7т 4-7 5т-8 | 4-7 5т-8 5-9т | 5т-8 5-9т 6-9 |
| Литье по выжигаемым моделям с применением кварцевых огнеупорных материалов | до 100 св. 100 до 250 св. 250 до 630 | 3-7 4-8 5т-9т | 4-8 5т-9т 5-9 | 5т-9т 5-9 6-10 | 5-9 6-10 7т-11т |
| Литье по выплавляемым моделям с применением кварцевых огнеупорных материалов | до 100 св. 100 до 250 св. 250 до 630 | 4-8 5т-9т 5-9 | 5т-9т 5-9 6-10 | 5-9 6-10 7т-11т | 6-10 7т-11т 7-11 |
| литье под низким давлением и в кокиль без песчаных стержней | до 100 св. 100 до 250 св. 250 до 630 св. 630 до 1600 св. 1600 до 4000 | 5т-9т 5-9 6-10 7т-11т 7-11 | 5-9 6-10 7т-11т 7-11 8-12 | 6-10 7т-11т 7-11 8-12 9т-13т | 7т-11т 7-11 8-12 9т-13т 9-13 |
| литье в песчано-глинистые сырые формы из низковлажных (до 2.8%) высокопрочных (более 160 кПа или 1.6 кг/см 3 ) смесей, с высоким и однородным уплотнением до твердости не ниже 90 единиц | до 100 св. 100 до 250 св. 250 до 630 св. 630 до 1600 св. 1600 до 4000 св.4000 до 10000 | 5-10 6-11т 7т-11 7-12 8-13т 9т-13 | 6-11т 7т-11 7-12 8-13т 9т-13 9-13 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 |
| Литье по газифицируемым моделям в песчаные формы Литье в формы, отверждаемые в контакте с холодной оснасткой Литье под низким давлением и в кокиль с песчаным стержнем Литье в облицованный кокиль | до 100 св. 100 до 250 св. 250 до 630 св. 630 до 1600 св. 1600 до 4000 св.4000 до 10000 | 5-10 6-11т 7т-11 7-12 8-13т 9т-13 | 6-11т 7т-11 7-12 8-13т 9т-13 9-13 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 |
| литье в песчано-глинистые сырые формы из смесей с влажностью от 2.8 до 3.5% и прочностью от 120 до 60 кПа (от 1.2 до 1.6 кг/см 3 ) со среднем уровнем уплотнения до твердости не ниже 80 единиц. Литье центробежное (внутренние поверхности) Литье в формы, отверждаемые в контакте с горячей оснасткой Вакуумно-пленочное литье | до 100 св. 100 до 250 св. 250 до 630 св. 630 до 1600 св. 1600 до 4000 св.4000 до 10000 | 6-11т 7т-11 7-12 8-13т 9т-13 9-13 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 | 8-13т 9т-13 9-13 10-14 11т-14 11-15 |
| литье в песчано-глинистые сырые формы из смесей с влажностью от 3.5 до 4.5% и прочностью от 60 до120 кПа (от 0.6 до 1.2 кг/см 3 ) со среднем уровнем уплотнения до твердости не ниже 70 единиц. Литье в оболочковые формы из термореактивных смесей Литье в формы, отверждаемые вне контакта с оснасткой без тепловой сушки Литье в формы из жидких самотвердеющих смесей Литье в песчано-глинистые подсушенные и сухие формы | до 100 св. 100 до 250 св. 250 до 630 св. 630 до 1600 св. 1600 до 4000 св.4000 до 10000 | 7т-11 7-12 8-13т 9т-13 9-13 10-14 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 | 8-13т 9т-13 9-13 10-14 11т-14 11-15 | 9т-13 9-13 10-14 11т-14 11-15 12-15 |
| литье в песчано-глинистые сырые формы из высоко-влажных (более 4.5% ) низко-прочных (до 60 кПа или 0.6 кг/см 3 ) смесей с низким уровнем уплотнения до твердости ниже 70 единиц. | До 100 Св. 100 до 250 Св. 250 до 630 Св. 630 до 1600 Св. 1600 до 4000 св.4000 до 10000 св. 10000 | 7-12 8-13т 9т-13 9-13 10-14 11т-14 11-15 | 8-13т 9т-13 9-13 10-14 11т-14 11-15 12-15 | 9т-13 9-13 10-14 11т-14 11-15 12-15 13т-16 | 9-13 10-14 11т-14 11-15 12-15 13т-16 13-16 |
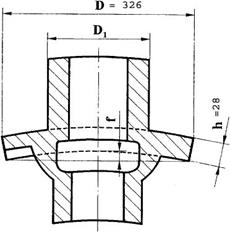
Рис. 4.1. Схема коробления фланца отливки

Рис. 4.2. Схема коробления цилиндра отливки
Для отношения d/L=0,59 с учетом разовой формы и термообработки отливки попадаем в интервал 4-7, в соответствии с примечанием принимаем СК 6.
Степень коробления отливки в целом принимается по наибольшему значению степени коробления элемента отливки, т.е. СК 8.
Степень коробления элемента отливки
| Отношение наименьшего размера элемента отливки к наибольшему (толщины или высоты к длине элемента отливки) | Степень коробления элемента отливки | |||
| многократные формы | Разовые форма | |||
| Нетермооб-рабатываемые отливки | Термообра-ботанные отливки | Нетермообра- батываемые отливки | Термообра-ботанные отливки | |
| св. 0.200 св. 0.100 до 0.200 св. 0.050 до 0.100 св. 0.025 до 0.050 до 0.025 | 1-4 2-5 3-6 4-7 5-8 | 2-5 3-6 4-7 5-8 6-9 | 3-6 4-7 5-8 6-9 7-10 | 4-7 5-8 6-9 7-10 8-11 |
— 2. Степень коробления отливки указывается на чертеже, следует принимать по ее элементу с наибольшей степенью коробления.
Классификационные показатели качества отливок
К квалификационным показателям качества относят марку сплава, массу отливки, класс точности и группу сложности.
Химические составы сплавов, а также данные об уровне их механических свойств и методах механических испытаний приведены в соответствующих стандартах и рассматриваются в специальных курсах: «Чугунное литье», «Стальное литье», «Литье сплавов цветных металлов».
Размерная точность литых заготовок и получаемых из них деталей является одним из основных показателей качества. Она определяется степенью приближения действительных размеров отливки к номинальным размерам, указанным на чертеже. В понятие размерной точности включаются следующие показатели: класс точности размеров и массы отливки, допуски размеров отливки, допуски по толщине необрабатываемых стенок и ребер и т. п.
Допуском называется разность наибольшего и наименьшего предельных размеров, между которыми находится действительное значение размера отливки, измеренное с заданной точностью.
Взаимосвязь между номинальным размером до обрабатываемой поверхности детали LD, номинальным Lo, предельными LoA и LoB размерами отливки, припуском на механическую обработку Z на сторону и допуском размера отливки To при обработке каждой поверхности отливки от своей базы представлена на рис. 1.6.

На рис. 1.7 показана взаимосвязь между указанными параметрами при обработке отливок типа тел вращения или противоположных поверхностей симметричных отливок от общей базы.
Величина допусков размеров отливок зависит от технологии последующей обработки и тесно связана с комплексом требований к готовому изделию. Допуски размеров и массы отливок в интервале изменения номинальных размеров, составляющем от 4 до 10000 мм, регламентированы ГОСТ P 53646-2009, который устанавливает 16 классов точности (с 1-го по 16-й) и шесть промежуточных классов с индексом т (3т, 5т, 7т, 9т, 11т и 13т). Для механически обработанных деталей установлено 19 квалитетов точности, обозначаемых буквами IT с индексом 01; 0; 1; 2;. ; 17 (например, IT11).



Стандартом предусмотрено устанавливать симметричные и несимметричные предельные отклонения размеров:
• симметричное расположение поля допуска применяется для размеров всех остальных элементов отливок, не подвергаемых и подвергаемых механической обработке.
Допуски масс устанавливаются по тем же классам точности по номинальным значениям массы отливки, определяемой по номинальным размерам.
Если на чертеже по некоторым размерам предельные отклонения не указаны и нет соответствующих указаний в технических условиях, то эти размеры отвечают квалитетам IT12-IT16. Значения допусков размеров механически обрабатываемых деталей для квалитетов от IT5 до IT15 приведены в табл. 1.2.

Номер квалитета по значению предельного отклонения можно найти по табл. 1.2. Например, для размера детали 20+0,18 по значению предельного отклонения 0,18 находим номер квалитета IT12. Класс точности литой заготовки связан с квалитетом детали. Эта зависимость отражена в табл. 1.3.
В соответствии с классом точности можно по табл. 1.1 определить допуски всех размеров отливки. Например, для обрабатываемого размера 20 в соответствии с классом точности 9т находим допуск 1,2 мм. Класс точности изготовленной отливки зависит от ее сложности и применяемого способа литья. Для каждого способа литья характерен ряд факторов, определяющих размерную точность отливок. При литье в песчаные формы на точность получаемых отливок влияет главным образом точность изготовления модельной и стержневой оснастки, а также способ изготовления формы и применяемые формовочные материалы.

Допуски размеров перпендикулярных к плоскости разъема элементов отливки, оформляемых двумя полуформами, устанавливают в соответствии с классом точности отливки. Допуски размеров элементов, оформляемых одной частью формы или одним стержнем, принимают на 1-2 класса точнее. Для элементов, образуемых тремя и более частями формы, а также толщин стенок, ребер и фланцев допуски устанавливают на 1-2 класса грубее. Допуски размеров от предварительно обработанной поверхности до литой поверхности принимают на 2 класса точнее.
В процессе производства имеет место смещение полуформ относительно друг друга, что приводит к смещению элементов отливки, выполняемых в разных полуформах. Предельные отклонения смещений от номинального положения элементов отливок по плоскости разъема формы по ГОСТ P 53464-2009 приведены в табл. 1.4.



Отливки относят к той или иной группе сложности по наибольшему (не менее четырех) числу указанных в табл. 1.6 параметров. Чугунные и стальные отливки разделяются на 5 групп сложности (рис. 1.8-1.12).
К 1-й группе относятся отливки простой формы (плоские, круглые или полусферические). Их наружные и внутренние поверхности должны быть гладкими. На наружных поверхностях возможно наличие невысоких ребер, бобышек, выступов и углублений. Отливки выполняются без стержней или с применением простых стержней.
Ко 2-й группе относятся отливки в виде сочленения простых тел. Наружные поверхности этих отливок плоские и криволинейные с наличием ребер, буртов, бобышек, кронштейнов и фланцев с отверстиями и углублениями простой формы. Отдельные части отливок выполняются стержнями. Их внутренние полости имеют простую конфигурацию.
К 3-й группе относятся отливки открытой коробчатой, полусферической, цилиндрической и другой формы. Наружные поверхности отливок криволинейные и плоские с наличием нависающих частей, ребер, кронштейнов, бобышек, фланцев с отверстиями и углублениями сложной конфигурации. Их внутренние полости большой протяженности расположены в одном или двух ярусах со свободными широкими выходами полостей.
К 4-й группе относятся отливки закрытой или частично открытой формы. Наружные поверхности этих отливок криволинейные и плоские с кронштейнами, фланцами, патрубками. Многие части поверхности выполняются стержнями. Внутренние части имеют сложную конфигурацию.
К 5-й группе относятся отливки закрытой коробчатой формы. Значительная часть их поверхностей выполняется стержнями.
Что такое класс точности отливки
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ
Допуски размеров, массы и припуски на механическую обработку
Metal and alloy castings. Dimensions and mass tolerances and machining allowances
Дата введения 2010-07-01
Сведения о стандарте
1 РАЗРАБОТАН Государственным образовательным учреждением высшего профессионального образования «Московский государственный технический университет «МАМИ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 252 «Литейное производство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. N 610-ст
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Приказом Росстандарта от 30.11.2011 N 666-ст c 01.07.2012; Изменение N 2, утвержденное и введенное в действие Приказом Росстандарта от 12.03.2013 N 10-ст c 01.03.2013
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 2, 2012 год, ИУС N 6, 2013 год
1 Область применения
Настоящий стандарт распространяется на отливки из черных и цветных металлов и сплавов и устанавливает допуски размеров, формы, расположения и неровностей поверхности, массы и припуски на механическую обработку.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.308-79 Единая система конструкторской документации. Указание на чертежах допусков форм и расположения поверхностей
ГОСТ 3.1125-88 Единая система технической документации. Правила графического выполнения элементов литейных форм и отливок
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальный размер детали (отливки): Размер, указанный на чертеже детали (отливки).
3.2 средний размер детали: Размер детали, соответствующий середине поля его допуска.
3.3 вид размеров отливки: Совокупность размеров отливки, характеризующихся подобными конструктивными и технологическими условиями формирования их точности.
3.4 действительный размер отливки: Действительный размер, измеряемый двухточечным инструментом.
3.5 допуск смещения элемента отливки по плоскости разъема: Разность предельных отклонений положений частей элемента отливки, формируемых в разных полуформах.
3.6 общий допуск элемента отливки: Комплексный допуск, включающий допуск размера от поверхности до базы и независимо назначенные допуски формы и расположения нормируемого участка поверхности.
3.7 шероховатость поверхностей: Совокупность повторяющихся неровностей малой величины (микронеровностей).
3.8 неровностность поверхности: Совокупность повторяющихся неровностей средней величины (мезонеровностей), т.е. неровностей поверхности с шагом, превышающим базовую длину, на которой измеряют шероховатость данной поверхности.
Базовой линией для определения значений параметров неровностности служит средняя линия профиля поверхности.
Базовая длина для измерения неровностности поверхностей отливок принимается равной 4-10 базовым длинам для измерения шероховатости, но не менее пяти шагов неровностности и не более 100 мм.
Неровностность занимает промежуточное положение между шероховатостью и отклонениями формы поверхности.
3.9 допуск неровностности поверхности отливки: Наибольшая высота мезонеровностей поверхности отливки, т.е. сумма наибольшей высоты выступа и впадины поверхности.
3.10 припуск на обработку: Толщина слоя металла, удаляемая с поверхности отливки при ее обработке в целях обеспечения заданных размеров, формы, расположения, неровностностей и шероховатости поверхности детали.
3.11 общий припуск: Суммарный припуск на все переходы обработки, соответствующий серединам полей допусков детали и отливки.
3.12 минимальный литейный припуск: Припуск, необходимый для обеспечения заданных требований к качеству (шероховатости, неровностности и бездефектности) поверхности детали и зависящий от толщины удаляемого при обработке поверхностного слоя, шероховатости и неровностности поверхности отливки. Поверхностные дефекты отливки не должны выходить за пределы минимального литейного припуска.
3.13 поверхностный слой отливки (детали): Слой металла с видоизмененными (при формировании или предшествующей обработке) составом, микроструктурой и свойствами, обладающий повышенным сопротивлением лезвийной обработке.
3.14 технологический напуск: Местное или неравномерное увеличение тела отливки по сравнению с чертежом литой детали с нормативными припусками на обработку, вызванное особенностями литейной технологии. К технологическим напускам относятся: пополнения, обеспечивающие направленную кристаллизацию отливки; пополнения, сглаживающие местные углубления и выступы; пополнения и стяжки, компенсирующие искажение конфигурации отливки под влиянием напряжений, возникающих при охлаждении; непроливаемые отверстия; усадочные ребра; литейные уклоны.
3.15 параметры точности отливки: Обобщенные характеристики точности размеров, поверхностей или отливки в целом.
Параметры точности размеров и поверхностей отливки включают класс точности, размеров, степень коробления элемента отливки, степень точности поверхности, а также смещение элемента отливки и ряд припуска поверхности отливки.
Параметры точности отливки в целом включают класс размерной точности, степень коробления, степень точности поверхностей и класс точности, а также смещение отливки.
3.16 нормы точности отливки: Требования к уровню значений параметров точности отливки.
Нормы точности устанавливают в зависимости от назначения, конструктивно-технологических особенностей, условий эксплуатации и изготовления отливки.
4 Общие положения
4.1 Номинальный размер отливки следует принимать равным номинальному размеру детали для необрабатываемых поверхностей (рисунок 1) и сумме среднего размера детали и половине общего припуска на обработку для обрабатываемых поверхностей при одностороннем припуске (рисунок 2) и двухстороннем припуске (типа тел вращения или взаимно-противоположных поверхностей) (рисунок 3).



4.2 Номинальную массу отливки следует принимать равной массе отливки с номинальными размерами.
Методику определения номинальной массы устанавливают в стандартах предприятий.
4.3 При определении номинальных размеров отливок учитывают технологические напуски.
Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
4.4 Нормы точности устанавливают на отливку в целом, отдельные ее поверхности и размеры.
4.5 Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы, допуском смещения.
Для обрабатываемых отливок обязательному указанию подлежат все параметры точности отливок, для необрабатываемых отливок допускается не указывать степень коробления отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации регламентируют в стандартах предприятий.
4.6 Нормы точности отливок: классы размерной точности, степень коробления, степень точности поверхностей, классы точности масс, а также ряды припусков на обработку для различных технологических процессов и условий изготовления и обработки отливок приведены в приложениях А-Ж.
На отдельные размеры и поверхности отливок допускается устанавливать более жесткие нормы точности, чем в целом на отливку.



