Катушка из трубы что это
Катушка трубы
1.4.12 Катушка трубы — отрезок трубы, подготавливаемый для вварки в нефтепровод и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
3.8 Катушка трубы — отрезок трубы, подготавливаемый для вварки в нефтепровод,приварки к торцам запорной арматуры и детали трубопровода и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
1.2.8 Катушка трубы — отрезок трубы, подготавливаемый для вварки в нефтепровод и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
Смотреть что такое «Катушка трубы» в других словарях:
катушка — 92 катушка: Вспомогательное упаковочное средство, имеющее цилиндрическую форму, для наматывания нитей или гибких материалов Источник: ГОСТ 17527 2003: Упаковка. Термины и определения оригинал документа катушка: Гидроустройство, предназначенное… … Словарь-справочник терминов нормативно-технической документации
катушка (в трубопроводе) — катушка Часть трубы, не более заводской длины трубы, ввариваемая в трубопровод с помощью двух кольцевых стыков либо вырезаемая из трубопровода. [РД 01.120.00 КТН 228 06] Тематики магистральный нефтепроводный транспорт … Справочник технического переводчика
«Катушка» — 3.6. «Катушка» : отрезок трубы, ввариваемый в трубопровод с помощью двух кольцевых стыков. Источник: СО 02 04 АКТНП 010 2004: Правила капитального ремонта магистральных нефтепродуктопроводов ОАО «АК «Транснефтепродукт&qu … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-050-1-05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 050 1 05: Сварка при строительстве и капитальном ремонте магистральных нефтепроводов: 3.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки… … Словарь-справочник терминов нормативно-технической документации
РД 153-006-02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов — Терминология РД 153 006 02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов: 1.2.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки … Словарь-справочник терминов нормативно-технической документации
РД 23.040.00-КТН-090-07: Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов — Терминология РД 23.040.00 КТН 090 07: Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов: 3.51 «Чопик» (чоп) : стальная пробка для устранения сквозных отверстий, устанавливаемая с обваркой… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 28996-91: Оборудование нефтепромысловое устьевое. Термины и определения — Терминология ГОСТ 28996 91: Оборудование нефтепромысловое устьевое. Термины и определения оригинал документа: 47 (устьевая) елка: Часть устьевой арматуры, предназначенная для регулирования параметров потока скважинной среды в скважинном… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 51365-99: Оборудование нефтепромысловое добычное устьевое. Общие технические условия — Терминология ГОСТ Р 51365 99: Оборудование нефтепромысловое добычное устьевое. Общие технические условия оригинал документа: 3.1 адаптер: Конструктивный элемент оборудования, используемый для присоединения других элементов оборудования различных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 51365-2009: Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования — Терминология ГОСТ Р 51365 2009: Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования оригинал документа: 3.1 адаптер: Конструктивный… … Словарь-справочник терминов нормативно-технической документации
Катушка на трубопроводе что это?
ТТК. Ликвидация технологического разрыва трубопровода. врезка катушки,

1.1. Типоваятехнологическая карта (далее ТТК) — комплексный нормативныйдокумент, устанавливающий по определённо заданной технологииорганизацию рабочих процессов по строительству сооружения сприменением наиболее современных средств механизации, прогрессивныхконструкций и способов выполнения работ. Они рассчитаны нанекоторые средние условия производства работ.
ТТК предназначена дляиспользования при разработке Проектов производства работ (ППР),другой организационно-технологической документации, а также с цельюознакомления (обучения) рабочих и инженерно-технических работниковс правилами производства работ по врезке катушки.
1.2. В настоящей картеприведены указания по организации и технологии производства работпо врезке катушки рациональными средствами механизации, приведеныданные по контролю качества и приемке работ, требованияпромышленной безопасности и охраны труда при производстверабот.
Нормативной базойдля разработки технологических карт являются: СНиП, СН, СП,ГЭСН-2001 ЕНиР, производственные нормы расхода материалов, местныепрогрессивные нормы и расценки, нормы затрат труда, нормы расходаматериально-технических ресурсов.
-снижение себестоимости работ;
-сокращение продолжительности строительства;
-обеспечение безопасности выполняемых работ;
-организации ритмичной работы;
-рациональное использование трудовых ресурсов и машин;
-унификации технологических решений.
На базе ТТК всоставе ППР (как обязательные составляющие Проекта производстваработ) разрабатываются Рабочие технологические карты (РТК) навыполнение отдельных видов по врезке катушки. Рабочиетехнологические карты разрабатываются на основе типовых карт дляконкретных условий данной строительной организации с учетом еёпроектных материалов, природных условий, имеющегося парка машин истроительных материалов, привязанных к местным условиям. Рабочиетехнологические карты регламентируют средства технологическогообеспечения и правила выполнения технологических процессов припроизводстве работ.
Конструктивные особенности по врезке катушкирешаются в каждом конкретном случае Рабочим проектом. Состав истепень детализации материалов, разрабатываемых в РТК,устанавливаются соответствующей подрядной строительнойорганизацией, исходя из специфики и объема выполняемых работ.
Рабочие технологическиекарты рассматриваются и утверждаются в составе ППР руководителемГенеральной подрядной строительной организации, по согласованию сорганизацией Заказчика, Технического надзора Заказчика.
1.6. Технологическаякарта предназначена для производителей работ, мастеров ибригадиров, выполняющих работы по врезке катушки, а такжеработников технического надзора Заказчика и рассчитана наконкретные условия производства работ в III-й температурнойзоне.
II.ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическаякарта разработана на комплекс работ по врезке катушки.
2.2. Работы по врезкекатушки выполняются в одну смену, продолжительность рабочеговремени в течение смены составляет:
где 0,828 — коэффициент использования механизмов по времени втечение смены (время, связанное с подготовкой к работе и проведениеЕТО — 15 мин, перерывы, связанные с организацией и технологиейпроизводственного процесса и отдыха машиниста — 10 мин через каждыйчас работы).
2.3.
В состав работ,последовательно выполняемых при врезке катушки, входят:
-доработка вручную приямка для сварки стыков катушки;
-очистка полости трубы от земли или снега, а также концов труб отизоляции;
-подготовка кромок труб (зачистка кромок и снятие фасок);
-сборка стыка и подогрев кромок труб;
-установка, прихватка и сварка стыков ручной электродуговойсваркой;
-неразрушающий контроль качества сварных стыков;
2.4. Технологическойкартой предусмотрено выполнение работ комплексным механизированнымзвеном с Передвижным сварочным агрегатом типа АДДпредназначенного для сварки неповоротных стыков стальных труб всехдиаметров, в качестве ведущего механизма.
Рис.1. Сварочный агрегат АДД
Как выбрать катушку. Классификация катушек

Качество снасти во многом зависит от катушки. Поэтому верный подбор катушки неотемлимая часть подготовки к рыбалке.
Катушки должны максимально соответствовать остальной снасти, и не стоит ставить на «телегу авиадвигатель» (она все равно не взлетит). На легкие и гибкие удилища поплавочных и некоторых других удочек ставят маленькие катушки, на удилища потяжелее, с длинной и прочной леской для тяжелой и активной ловли спиннингом ставят катушки большего размера.
Ассортимент катушек огромен — от маленьких проводочных до огромных сомовых катушек и катушек для морской рыбалки.
Конструкция катушек тоже разнообразна — от очень примитивных моделей до катушек способных самостоятельно вываживать рыбу (встроенный электромотор) и снабженных электронным табло, показывающим примерный размер поймавшейся рыбы.
В самом же общем виде катушка состоит из корпуса с осью и вращающегося на этой оси барабана (шпульки) с ручками. На корпусе имеется лапка для установки катушки на удилище, а также тормозное устройство.
Барабаны рассчитаны на намотку от 30 м до 400 м лески.
Детали катушек изготавливаются из пластмасс, керамики, графита и металла (алюминия, анодированного дюралюминия, высоколегированной нержавеющей стали, титана, бронзы). Покрываются детали хромированным металлом, тефлоном.
Все катушки подразделяются на три типа: инерционные, безинерционные и мультипликаторные. Тот или иной тип катушки выбирается в зависимости от способа ловли.
Инерционные катушки (колеса)
Инерционные катушки возникли раньше остальных.
Ось вращения барабана такой катушки расположена в плоскости, перпендикулярной оси удилища.
Ручка для вращения находится на крае крышки барабана. Один оборот барабана равен одному витку лески. При забросе снасти барабан вращается и оказывает некоторое тормозящее воздействие на полет насадки.
Лучшие модели в данном классе катушек имеют целый ряд достоинств.
К недостаткам этих катушек можно отнести:
Простота и дешевизна конечно делают данные катушки общедоступными, однако процесс заброса требует определенной сноровки (достигается с опытом), иначе не миновать вышеупомянутой «бороды» и длительного распутывания лески.
Безинерционные катушки (мясорубки)
У безинерционных катушек при забросе барабан (шпуля) с леской не вращается, а леска практически без сопротивления сходит с торца шпули на ту длину, которая требуется. Благодаря этому можно забросить насадку значительно дальше, чем с инерционной катушкой.
Ось вращения шпули у безинерционной катушки параллельна оси удилища.
Намотка лески на катушку происходит при вращении рукоятки.
По скорости вращения ротора катушки делятся на скоростные, с передаточным числом (количество оборотов барабана при одном обороте барабана) от 1:6 до 1:7,2, и силовые, с числом от 1:4 до 1:4,5. К универсальным относятся катушки с передаточным числом от 1:5 до 1:5,5.
Составные элементы безинерционных катушек должны удовлетворять следующим условиям.
Желательно чтобы корпус катушки был металлическим.
Бортик шпули (об него трется леска) должен быть из неабразивного материала (лучше всего из нитрида титана).
Наиболее дорогие шпули из металла, дешевле из графита, дюралюминия и пластиковые.
Лесоукладыватель (обеспечивает равномерную намотку лески) должен быть сделан по типу бесконечного винта (червяка), тогда слои лески ложатся крестообразно, что предотвращает образование «бород».
Ролик лесоукладывателя должен быть износостойким, лучше из нитрида титана.
Фрикционный тормоз предназначен для освобождения лески при критических нагрузках: подсечке, вываживании, зацепах. Благодаря ему шпуля просто проворачивается и «сдает» леску. Он должен иметь плавную регулировку и не менять усилие самопроизвольно.
Шестерня должна быть из износостойкого материала, другие материалы не долговечны. Желательно чтобы имелся предохранитель на шестерне ведущей пары для минимизации ударных нагрузок, возникающих при подсечке и вываживании.
Обычно в катушке используются подшипники в количестве до 15 штук. Желательно чтобы их было не менее четырех.
Всего в катушке, в зависимости от конструкции до 20 узлов трения. Наиболее важными узлами, где наличие подшипников необходимо, являются малая и большая шестерни главной передачи ротора, ролик лесоукладывателя, опоры винта, ручка рукоятки.
Катушка, в которой достаточное количество подшипников, долговечна, устойчива к перегрузкам, имеет надежные тормоза. Катушки без подшипников обычно имеют больший вес, тугой ход и не долговечны.
При покупке следует обращать внимание на качество хода (шпуля и ручка должны вращаться легко и бесшумно), на отсутствие люфтов (допускается только осевой люфт шпули).
Мультипликаторные катушки
Мультипликаторные катушки представляют из себя некоторый симбиоз двух предыдущих моделей. Ось вращения барабана расположена как и у инерционных катушек, в плоскости перпендикулярной оси удилища. Барабан также вращается при забросе, однако не обладает особой инертной массой, так как представляет более-менее толстую ось.
От безинерционной катушки был унаследован передаточный механизм, увеличивающий число оборотов барабана при обороте ручки с передаточным числом от 1:3 до 1:5,2.
Также от «мясорубок» были взяты блокировка обратного хода и система автоматического сброса лески при критических нагрузках (фрикционный тормоз), что позволяет использовать легкие приманки.
Хотя мутипликаторные катушки и уступают безинерционным в забросе и скорости подмотки, но превосходят их в тяговом усилии и чувствительности, а также более надежны и долговечны.
Мультипликаторные катушки выпускаются для троллинга и для спиннинга.
Мощные троллинговые катушки применяются в основном для морской ловли.
Спиннинговые катушки выпускаются в двух вариантах: «классические» — хорошо работают со средними и тяжелыми насадками и так называемые «мыльницы» — более чувствительные с магнитным подтормаживателем для работы с легкими насадками.
Катушки этого класса требуют определенной квалификации рыболова (при забросе и проводке), но если у Вас нет проблем в применении инерционнных катушек, то особых затруднений при переходе на мультипликаторные катушки у Вас не должно быть (заброс и проводка принципиально не отличаются).
Основные моменты, на которые необходимо обратить внимание при выборе катушки.
Размер и материал шпули
На каждую катушку нанесен номер, например, 2000 – это размер шпули, то есть ее величина. В зависимости от размера шпули для каждой катушки можно использовать только определенную леску определенной толщины и длины. Эти величины указываются на шпуле. Для фидерной ловли вполне достаточно будет шпули размера 3000, но никак не менее 2000.
Обычно шпули делают из металла, графита и пластика. Металлические шпули, например, алюминиевые удобны для плетеной лески (шнуров), графитовые — для лески.
Пластиковые шпули лучше не брать – они очень недолговечны. Также на шпулю может быть нанесено напыление из нитрита титана. Оно нужно для того, чтобы шпуля была гладкой, без царапин. Что несомненно увеличивает срок службы лески, особенно плетенки (спасая ее от преждевременного разлохмачивания).
Выбирайте катушку с запасной шпулей, особенно если вы ловите рыбу разными способами. Лучше всего, чтобы у вас была одна металлическая и одна графитовая шпули. Также запасная шпуля удобна для быстрой смены, в случае если у вас порвалась леска или вам потребовалась леска другого диаметра.
Передаточное число
Передаточное число – это параметр, означающий отношение одного полного оборота рукоятки к количеству оборотов лескоукладывателя. Передаточное число может указываться на корпусе катушки следующим выражением: 5.0 : 1, 5.3 : 1 и т.п. Такая надпись означает, что единица соответствует одному обороту ручки, а второе число указывает на соответствующее количество оборотов лескоукладывателя. Чем выше соотношение, тем катушка скоростнее, и наоборот, чем меньше соотношение, тем катушка мощнее. По данному параметру катушки делятся на:
Силовые или тяговые – первая цифра до 4,6. Предназначены для ловли крупной рыбы, когда требуется преодолевать большие нагрузки.
Универсальные – от 4,6 до 5,5
Скоростные – от 5,5 и выше. Используются для рыбалки с достаточно быстрой проводкой. Такие катушки являются более чувствительными.
Следовательно, скоростные катушки используются для ловли с поплавком, а силовые больше подойдут для спиннинговой ловли.
Фрикционный тормоз
Фрикционный тормоз служит для стравливания лески при вываживании рыбы, тем самым снимая нагрузку с лески и бланка удилища. Предотвращает от обрыва и поломки всей снасти. Бывает два вида фрикционных тормозов: передний и задний:
Передний фрикцион более удобный по расположению. С ним катушка компактнее и легче. Его проще настраивать и тормозное усилие по величине получается больше.
Задний фрикцион подойдет для регулирования вываживания рыбы. Также замена шпули происходит значительно быстрее. Однако задний фрикцион имеет плохую особенность – он постепенно раскручивается и его приходится подкручивать.
Количество подшипников
В катушке, их может быть до 15 штук. Вполне достаточно 4-6 подшипников. Они позволяют сделать работу механизмов более плавной и устойчивой. Катушки без подшипников работают со сбоями и быстро приходят в состояние негодности. Обычно без подшипников делают дешевые катушки, детали у которых не самые качественные.
Чем больше подшипников, тем больше вес катушки и тем она дороже. Однако не стоит выбирать катушки по количеству подшипников, качественные катушки известных фирм с большим количеством подшипников будут стоить очень дорого, а китайские – дешево, если же сравнить качество тех и других подшипников, то китайские разваливаются достаточно быстро, и такие катушки прослужат вам гораздо меньше, чем более качественные катушки известных марок типа Mitchel или Shimano с гораздо меньшим количеством подшипников.
Лесоукладыватель
Дужка лесоукладывателя должна иметь жесткую фиксацию в открытом положении, иначе, на рыбалке во время заброса она может закрыться, Ваша любимая приманка оторвется и улетит в глубины облавливаемого водоема (так называемый «отстрел приманки»). Проверить фиксацию легко – откройте дужку и сильно встряхните катушку (так, как будто выполняете заброс) несколько раз.
Если дужка легко захлопнулась, то, скорее всего, такая катушка не раз Вас подведет на «поле боя». При совершении полного оборота рукояти дужка должна сама захлопнуться. Проделайте и это несколько раз, чтобы удостовериться в хорошей работоспособности.
Очень важно, чтобы при закрытии дужки леска сразу попадала на ролик, не зацепляясь за что-либо. Внимательно осмотрите поверхность перехода от дужки на ролик, на пути лески не должно быть никаких заусенцев, выступов, неровностей и тому подобных неприятностей. Ролик лесоукладывателя должен легко вращаться (даже от малейшего прикосновения).
Ручка катушки
Большинство моделей катушек оснащаются ручками, которые могут переставляться и под левую и под правую руку, но существуют такие модели, у которых ручка не переставляется, то есть она стационарно установлена на одной из сторон. И при покупке нужно быть внимательным в этом вопросе. Что касается эргономики ручки, то здесь вариантов сотни, если не тысячи – это разнообразие форм, материалов и т.п. И тут уж какие-либо советы давать бессмысленно, так как у каждого свой вкус.
А вот по воду механизма приведения ручки в транспортное положение можно сказать, что лучше брать катушку, у которой ручка складывается путем раскручивания винта. Как показывает практика, механизмы быстрого приведения ручки в транспортное положение быстро изнашиваются и в результате, образуется неприятный люфт.
Индексы
Часто, в названии катушки, можно встретить индексы (буквенные обозначения), мало кто знает, что же они означают.
Так же, в названии катушки, можно встретить такие индексы, как:
PG (Power Gear) обозначает пониженную передачу,
XG (Extra High Gear) — очень высокую,
HG (High Gear) — обозначает повышенную передачу,
S — мелкая шпуля,
DH — двойная ручка,
C — отношение катушки к предыдущему фактическому размеру (корпус, ротор).
Катушки Вы можете купить в нашем интернет-магазине.
Сварочно-монтажные работы
Требования к трубам, «катушкам», соединительным деталям и запорной арматуре, предназначенным для врезки в трубопровод.
Трубы, «катушки», соединительные детали, арматура, устанавливаемые при ремонте дефектных участков трубопровода, должны соответствовать требованиям проектной и нормативно-технической документации, иметь сертификаты, паспорта и акты входного контроля в соответствии с регламентами.
Ввариваемая «катушка» должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса прочности трубе ремонтируемого участка и иметь сертификат на трубу, из которой она изготовлена.
Труба, предназначенная для изготовления «катушки», должна быть испытана гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов.
При использовании для изготовления «катушек» труб:
При наличии дефектов труба, предназначенная для «катушки» должна быть заменена. Ремонт любых дефектов не допускается.
Соединительные детали (отводы, тройники, переходы) должны:
— соответствовать проектной документации по рабочему давлению, диаметру и толщине;
— иметь заводские паспорта (сертификаты);
— иметь маркировку с заводским номером детали.
Соединительные детали, запорная арматура и эллиптические заглушки, применяемые для ремонта, перед установкой на МН должны пройти входной контроль:
«Катушки», соединительные детали и запорная арматура не допускаются к установке в нефтепровод при наличии на стенке и продольных сварных швах следующих дефектов:
— царапины, риски, задиры глубиной более 0,2 мм;
— трещины любой глубины и протяженности;
— гофры, вмятины, расслоения, коррозионные повреждения, дефекты продольных сварных швов с параметрами, превышающими требования ГОСТов и регламентов
Запрещается для врезки в нефтепровод «катушек», изготовленных из труб с вышеуказанными дефектами, а также если:
— продольный сварной шов – отремонтирован с применением любого вида ремонта и (или) имеющие дефекты на длине менее 200 мм от торца трубы;
Запрещается исправление вмятин любыми способами.
Стыковка (подгонка) трубопроводов методом установки «катушек» или захлёстов.
После вырезки дефектного участка трубопровода оси соединяемых трубопроводов должны быть выставлены в единую продольную линию на расстоянии не менее половины длины вскрываемого участка. Длина вскрываемого участка в зависимости от диаметра трубопровода, минимального радиуса упругого изгиба и величины несоосности стыкуемых концов трубопровода, размещение трубоукладчиков в зависимости от их грузоподъемности приведены РД.
Плоскости торцовых поверхностей стыкуемых трубопроводов должны быть перпендикулярны осям этих трубопроводов и параллельны друг другу. Указанное требование достигается путем вскрытия и освобождения трубопроводов от грунта с последующим их перемещением с целью достижения единой продольной оси стыкуемых трубопроводов.
Перемещение участков трубопроводов для достижения их соосности осуществляется трубоукладчиками в соответствии с РД с применением «мягких» полотенец. Мягкое полотенце должно быть расположено на расстоянии не менее 2 м от герметизатора (тампона) с целью недопущения его повреждения при подъеме трубы. Запрещается подъем трубопровода с применением строп-удавок и тросовых полотенец.
При подготовке планируемых ремонтных работ к соединительным деталям и запорной арматуре должны быть при необходимости приварены вставки промежуточной толщины или переходные кольца, с подваркой кольцевого стыка изнутри с проведением неразрушающего контроля сварных швов.
Подготовка участка трубопровода для врезки производится в следующей последовательности:
— удаление дефектного участка МН, запорной арматуры, соединительных деталей (методом взрыва или безогневой резки);
— герметизация торцов ремонтируемого трубопровода глиняными тампонами или герметизаторами;
— сверление на расстоянии не менее 40 м от тампонов, герметизаторов отверстия для контроля за уровнем и давлением/вакуумом нефти за герметизатором (тампоном)
— сверление контрольных отверстий для отбора анализа воздуха перед тампонами и герметизаторами на расстоянии 100-150 мм от их торцов;
— дегазация ремонтного котлована и контроль загазованности воздушной среды;
— определение соосности стыкуемых участков трубопроводов в соответствии с рисунком 16.15. При соосности стыкуемых участков трубопровода производятся работы по подгонке «катушки», запорной арматуры, соединительных деталей. При несоосности концов трубопровода участки трубопровода дополнительно освобождаются (вскрываются) от грунта экскаватором.
Выставленные торцы ремонтируемого трубопровода, при проведении дальнейших операций, должны оставаться неподвижными. Неподвижность концов трубопровода обеспечивается фиксированием положения стрелы трубоукладчика и засыпкой трубопроводов грунтом.
При невозможности центровки трубопровода с требуемой точностью, ремонт данного участка нефтепровода производится монтажом гнутых отводов.
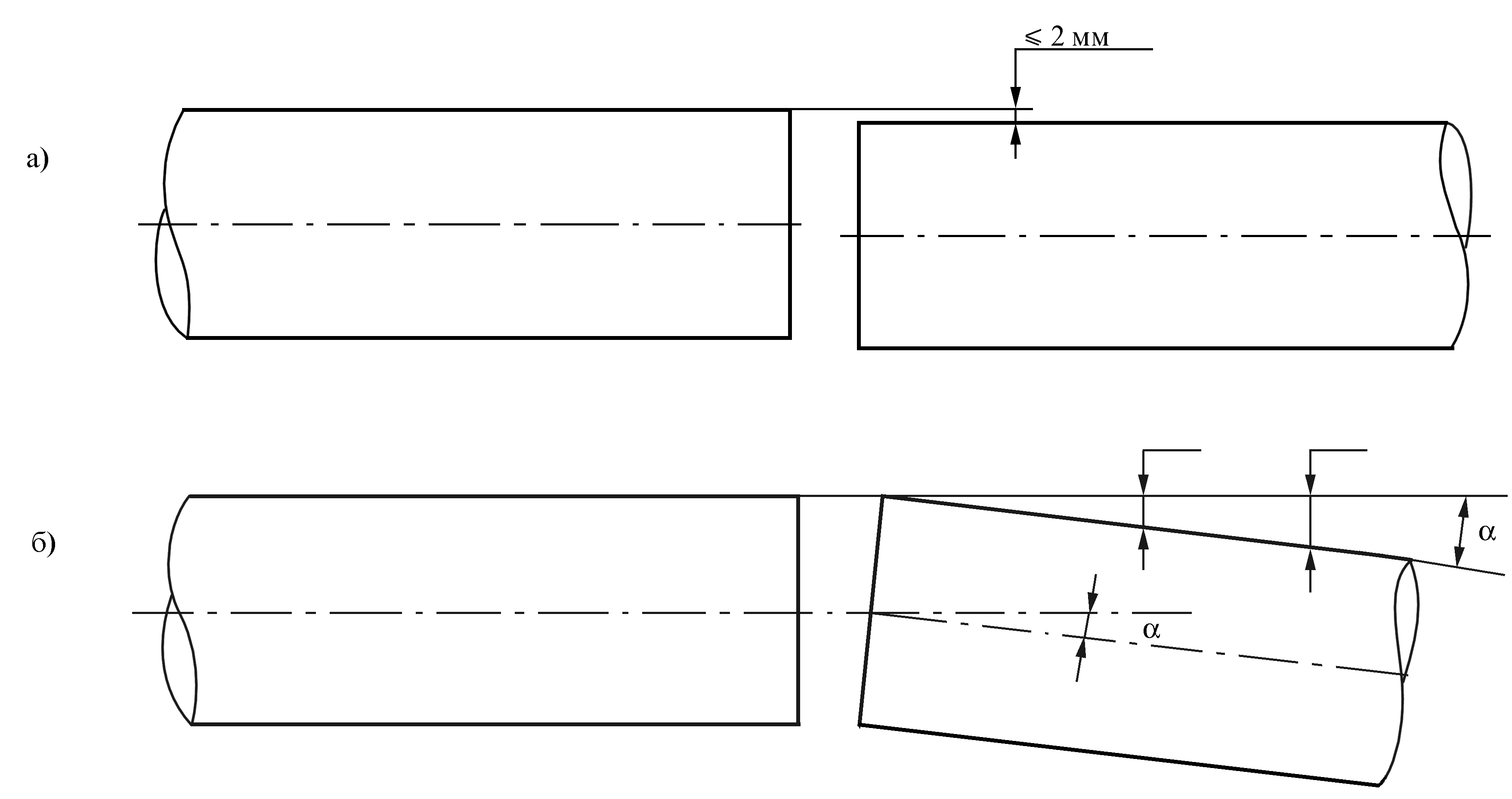
а) смещение кромок стыкуемых труб; б) несоосность стыкуемых труб.
Рисунок 16.15 – Схема замера соосности труб при врезке(α ≤ 1,5 0 )
Деформированные взрывом торцы нефтепровода отрезают газовой резкой на расстоянии не менее 100 мм с последующей обработкой специализированными станками. Допускается обработка угловой шлифовальной машинкой со снятием слоя металла с обрезанного торца нефтепровода не менее 1 мм и формированием разделки кромок под сварку для труб с толщиной стенки до 17 мм.
Концы труб подвергаются УЗК на длине не менее 100 мм по всему периметру на наличие расслоений. Расслоения, выявленные УЗК, удаляются.
Подгонка «катушки» производится в следующей последовательности:
— разметка линии реза производится мелом или тальком с применением мягких шаблонов либо других специальных приспособлений.
— для определения длины монтируемой «катушки» производится измерение длины заменяемого участка нефтепровода в четырех точках по горизонтальной и вертикальной плоскостям в соответствии с рисунком 16.16. Разность длин образующих должна составлять не более 3 мм.
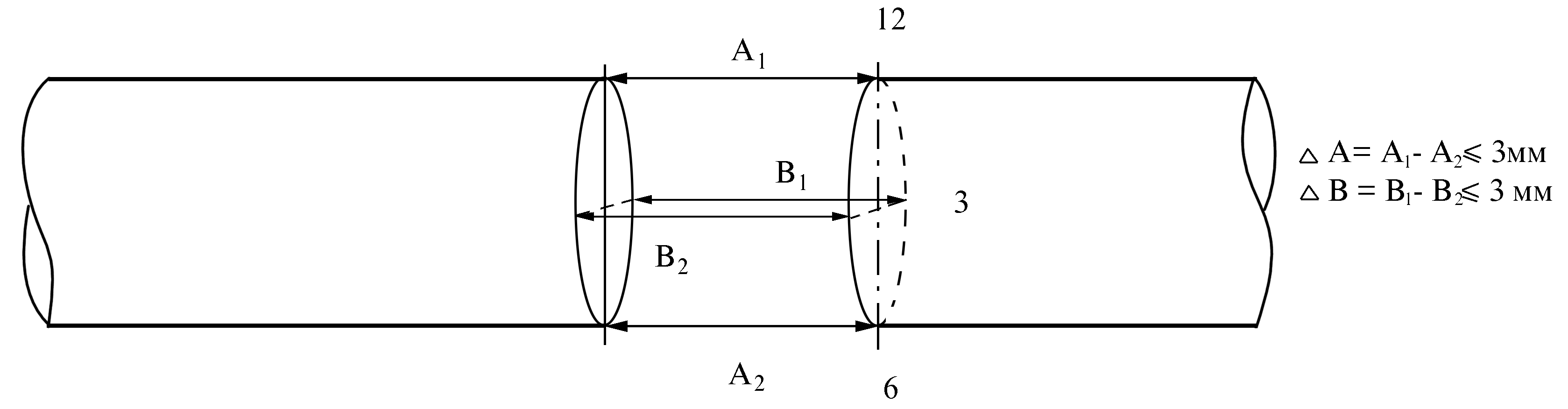
Рисунок 16.16 – Схема измерения длины ремонтного участка МН
Центровка «катушки» с нефтепроводом производится с применением наружных центраторов.
В случае, когда концы ремонтируемого нефтепровода и «катушки» имеют овальность, для сборки должны применять центраторы, предназначенные для исправления овальности.
Подготовка и подгонка «катушек», соединительных деталей (гнутых отводов, переходов, тройников, запорной арматуры) производится в следующей последовательности:
— при соблюдении требований РД по смещению кромок и разнотолщинности свариваемых элементов, на торец ремонтируемого нефтепровода установить, зафиксировать и приварить одну сторону гнутого отвода (перехода, тройника);
— при разнице в толщине стенки ремонтируемого нефтепровода и соединительной детали, превышающей требования РД, к соединительной детали с обеих сторон приварить вставки промежуточной толщины или переходные кольца, длина которых после монтажа должна быть не менее 250 мм.
Сборка окатушенной соединительной детали с ремонтируемым нефтепроводом (устранение технологического разрыва) производится с выполнением захлёста или установкой «катушки».
Не допускается сварка поперечных сварных стыков на соединениях типа труба с трубой (при врезке «катушки» и сварки стыков захлеста), труба с соединительными деталями (переходами, отводами, тройниками и т.д.), у которых расстояние между продольными сварными швами, примыкающими к поперечному стыку, составляет менее 100 мм.
Допускается расстояние менее 100 мм между примыкающими продольными сварными швами на поперечном сварном стыке на соединениях типа соединительная деталь с соединительной деталью при разрешении представителя службы технического надзора с записью в исполнительной документации.
Перед сваркой кромки деталей и ремонтируемого нефтепровода зачищаются до чистого металла на ширину не менее 15 мм с внутренней и наружной стороны.
Сборку элементов, отличающихся по толщине на 2 мм и менее, проводят без дополнительной обработки свариваемых торцов.
При сборке сварных стыков запрещается:
— нагрев стенки трубы для последующей правки концов труб или исправления вмятин;
— правка концов труб ударным способом.
— Сборка и сварка стыков захлестов должны выполняться по операционно-технологическим картам.
— В зависимости от условий выполнения работ сварка стыков захлестов при ликвидации технологических разрывов может производиться по трем схемам:
В соответствии со схемами 1,2 соединение участков нефтепровода может осуществляться сваркой одного кольцевого стыка захлеста или вваркой катушки с выполнением двух кольцевых стыков. В соответствии со схемой 3 ликвидацию технологического разрыва производят исключительно путем вварки катушки с выполнением двух кольцевых стыков (или трех стыков – для варианта составной катушки).
При выполнении стыковки захлеста запрещается:
— стыковка труб с различной толщиной стенки;
— натяжка любого конца трубы для обеспечения необходимого зазора в сварном стыке;
— перемещение подвижного конца нефтепровода с радиусом меньше радиуса упругого изгиба нефтепровода.
Дата добавления: 2018-05-10 ; просмотров: 3200 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ



