Pereosnastka.ru
Обработка дерева и металла
Номинальный размер калибра равен предельному размеру контролируемой детали. Однако калибры, как и все детали в машиностроении, изготовляются с отклонением от номинального размера. Величина отклонения зависит от допусков на выполнение и на износ калибра.
Допуски на изготовление и износ и расположение полей допусков по отношению к номинальным размерам калибров установлены стандартами и носят название системы допусков для калибров. Величины их зависят от квалитета допусков проверяемой детали и сведены в таблицы, пользуясь которыми можно легко рассчитать предельные размеры калибра. Размеры, в пределах которых разрешается изготовить калибр, называются его исполнительными размерами.
Так как проходные калибры в процессе эксплуатации изнашиваются, предусматривается допуск и на их износ. Для размеров от 1 до 500 мм износ проходных калибров с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и У] для скоб. Для проходных калибров от 9-го до 17-го квалитетов износ ограничивается проходным пределом, т. е. У= 0 и Vi = 0 (см. рис. 60,6).
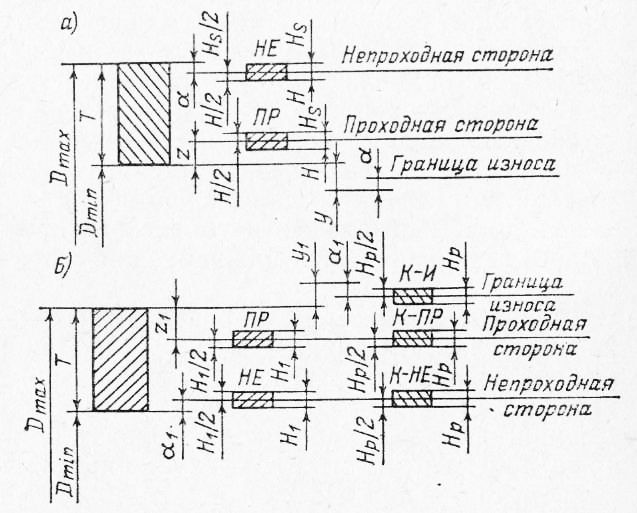
Поля допусков Н, Н\ и Hs у всех проходных калибров сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z\ — для калибров-скоб. Поле допуска непроходных калибров для номинальных размеров свыше 180 мм также сдвигается внутрь поля допуска детали на величину а для пробок и cti для скоб. Для размеров до 180 мм оно симметрично верхнему отклонению детали для пробок и нижнему для скоб, т. е. а = 0 и gi = 0.
При подсчете их (наименьших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления: размеры рабочих калибров для изделий от 15-го до 17-го квалитетов следует округлять до целого микрометра, а для изделий от 6-го до 14-го квалитетов и всех контрольных калибров — до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону сокращения производственного допуска детали.
Расчет исполнительных размеров калибров следует производить в следующей последовательности.
1. Определяем исполнительные размеры калибра (пробки) для контроля отверстия диаметром D = 70 мм с полем допуска HI.
Вначале рассчитываем предельные размеры отверстия диаметром D = 70#7. В табл. 8 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: +30 мкм; 0. Следовательно, наибольший предельный размер отверстия Dmax = 70,030 мм, а наименьший —Dmln=70,000 мм.
Когда пробка будет иметь размер 69,997 мм, ее необходимо изъять из эксплуатации.
2. Определяем исполнительные размеры калибра (скобы) для контроля вала диаметром D — 70 мм с полем допуска /гб.
Вначале рассчитываем предельные размеры вала диаметром d = 70/i6. В табл. 7 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: 0; —19 мкм. Следовательно, наибольший предельный размер вала dmах = 70,000 мм, а наименьший — dmm = 69,981 мм.
По табл. 15 (СТ СЭВ 157—75) в интервале размеров 50…80 мм находим допуски и отклонения размеров скобы: Нi = 5 мкм; Z\ — \ мкм, Yi = 3 мкм; допуск на изготовление контрольного калибра для скобы Нр = = 2 мкм.
Размер проходной скобы будет составлять 69,993 5+о,ооз мм. Исполнительные размеры: наименьший 69,993 5 мм и наибольший 69,998 5 мм.
Пользуясь ГОСТ ом 21401—75, можно гораздо быстрее определить размеры рабочих калибров.
Готовые калибры маркируют. На них наносят номинальный размер детали, буквенное обозначение ее поля допуска, цифровые величины предельных отклонений изделия (на рабочих калибрах), тип калибра и товарный знак завода-изготовителя.
Допуски на предельные калибры для контроля глубин и высот уступов установлены ГОСТ ом 2534—77. Конструктивно они представляют собой ступенчатые пластины различной формы. Проходную сторону калибров обозначают буквой Б, а непроходную — М. Отклонения размеров Б и М калибров отсчитываются от соответствующих предельных размеров детали. Поля допусков этих размеров располагаются симметрично относительно соответствующих предельных размеров детали. На обе стороны кроме допусков на изготовление назначают допуск на износ. Указанные калибры предусмотрены для контроля размеров от 1 до 500 мм, имеющих допуски /7Т1 и грубее.
Исполнительные размеры калибров
Наибольший размер проходного нового калибра:
ПР max = D min + Z + H/2 (16)
Наименьший размер проходного нового калибра:
Наименьший размер изношенного проходного калибра-пробки:
Наибольший размер изношенного проходного калибра-скобы:
Наибольший размер непроходного нового калибра:
Наименьший размер непроходного нового калибра:
Размеры контрольных калибров:
Контрольный калибр К-И проверяет допустимую величину износа рабочей проходной скобы.
Пример выполнения расчетно-практической работы
Для гладкого цилиндрического соединения H6/d6 номинального диаметра D = 140 мм определить:
1. Предельные размеры.
3. Наибольший, наименьший и средний зазоры.
5. Исполнительные размеры предельных калибров.
Расположение полей допусков изобразить графически.
6.1. Определение предельных размеров.
Посадка 140 H6/d6 является посадкой с зазором в системе отверстия. Поле допуска основного отверстия H6 для диаметра 140 мм определяется по табл.1.27 [1]:
Поле допуска вала (6-й квалитет) для диаметра 140 мм определяется по табл.1.28 [1]:
Предельные размеры отверстия определяются по формулам (1,2):
D max = D + ES = 140,000 + 0,025 = 140,025 (мм);
D min = D + EI = 140 + 0 = 140 (мм).
Предельные размеры вала определяются по формулам (3,4):
d max = d + es = 140,000 +(-0,145) = 139,855 (мм);
d min = d + ei = 140,000 +(-0,170) = 139,830 (мм).
6.2. Определение допусков.
Допуск диаметра отверстия определяется по формулам (5,6):
6.3. Определение наибольшего, наименьшего и среднего зазоров.
Наибольший зазор (7):
Наименьший зазор (8):
S m = (S max + S min) / 2 = (0,145 + 0,195) / 2 = 0,170 (мм).
Для посадок с натягом рассчитываются наибольший, наименьший и средний натяги. Для переходных посадок – наибольший зазор и наибольший натяг.
6.4. Определение допуска посадки.
Допуск в посадке с зазором определяется по формуле (13):
Полученный результат проверить (приложение 3).
Полученное значение TS проверить по таблице ответов (Приложение 3).
6.5. Определение исполнительных размеров предельных калибров.
6.5.1. Определение размеров калибров-пробок.
Наибольший размер проходного нового калибра-пробки (16):
ПР max = D min + Z + H/2 =140,000 + 0,004 + 0,005 / 2 = 140,0065 (мм).
Наименьший размер проходного нового калибра-пробки (18):
Наименьший размер изношенного проходного калибра-пробки (20):
Наибольший размер непроходного нового калибра-пробки (22):
НЕ max = D max + H/2 = 140,025 + 0,005 / 2 = 140,0275 (мм).
Наименьший размер непроходного нового калибра-пробки (24):
6.5.2. Определение размеров калибров-скоб.
Наибольший размер проходного нового калибра- скобы (17):
Наименьший размер проходного нового калибра-скобы (19):
Наибольший размер изношенного проходного калибра-скобы (21):
ПР изн = d max + Y1 = 139,855 + 0,004 = 139,859 (мм).
Наибольший размер непроходного нового калибра-скобы (23):
НЕ max = d min + H1/2 = 139,830 + 0,008 / 2 = 139,834 (мм).
Наименьший размер непроходного нового калибра-скобы (25):
Размеры контрольных калибров (26-31):
К-НЕ max = d min + Hp/2 = 139,830 + 0,0035/2 = 139,83175(мм).
К-И max = d max + Y1 + Hp/2 = 139,855 + 0,004 + 0,0035/2 = 139,86075(мм).
6.6. Расположение полей допусков представлено на рис. 9.
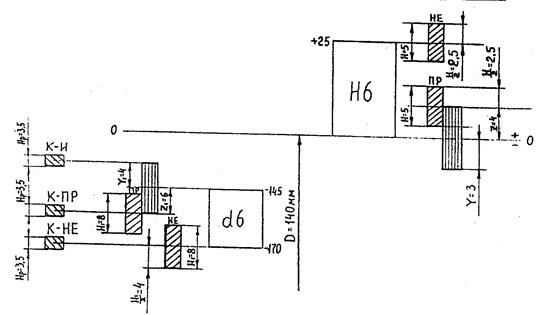
Рис. 9. Расположение полей допусков
ЛИТЕРАТУРА
Основная
1.Бейзельман Р.Д. и др. Подшипники качения. Справочник, изд. 6-е, перераб. И доп. – М.: Машиностроение, 1975. – 572 с.
3.Зенкин А.С. Петко И.В. Допуски и посадки в машиностроении. Справочник. –К.: Техника, 1990. – 320 с.
4. Крылова Г. Д. Основы стандартизации сертификации метрологии. М., 1998.
5. Лифиц И. М. Основы стандартизации метрологии и управления качеством товаров. М., 1994.
6. Лифиц И. М. Основы стандартизации метрологии и сертификации. М., 1999.
7. Ловчева Р. Н. Стандартизация и контроль качества продукции. М., 1990.
9. Сергеев А. Г., Лотышев М. В. Сертификация. М., 1999.
10. Серый И.С. Взаимозаменяемость стандартизация и технические измерения. – М.: Колос, 1981. – 351 с.
2. Дополнительная литература
4. Зябрева Н.Н. Пособие к решению задач по курсу “Взаимозаменяемость, стандартизация и технические измерения”. М.: Высшая школа, 1977 г.
10. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986 г.
11. Круглова В.И. Сертификация сложных технических систем. Учебное пособие. М.: «Логос» 2001. – 312 с.
Нормативные документы
2. Закон РФ о защите прав потребителей от 9.01.1996 г.
3. Закон РФ о сертификации продукции и услуг № 5151-1 от 10 июня’ 1993 г. (в ред. Федеральных законов от 27.12.95 № 211-Ф-З, от 02.03.99 № 30-ФЗ, от 31.07.98 № 154-ФЗ).
4. Информационно-аналитический сборник. Сертификация продукции и услуг. М., 1997.
5. Положение о системе сертификации Гост Р (утв. Постановлением Госстандарта РФ от 17 марта 1998 г. № 11)
6. Постановление Правительства РФ № 1320 от 9.11.1998 г. «Вопросы Государственного комитета Российской Федерации по стандартизации и метрологии» (с изм. и доп. от 7.05.1999 г. и 19.08.2000 г.)
7. Правила сертификации продукции. М., Издательство стандартов. 1996.
ПРИЛОЖЕНИЕ 1
на проведение расчетно-практической работы
| Вари- ант | Номинальные размеры, мм | Виды соединений | Вари- ант | Номинальные размеры, мм | Виды соединений |
| H7/k6 | H7/h6 | ||||
| H7/i7 | G6/h7 | ||||
| G6/h6 | H6/h7 | ||||
| H8/h7 | H6/g6 | ||||
| H6/is6 | G6/h7 | ||||
| H7/h8 | H6/f6 | ||||
| H7/k7 | F8/h7 | ||||
| H6/is6 | H7/g6 | ||||
| H7/h7 | H6/h6 | ||||
| H6/h6 | H6/h7 | ||||
| E8/h7 | H6/h7 | ||||
| H6/f6 | H6/k6 | ||||
| G7/h8 | H6/h7 | ||||
| H7/d7 | H6/is6 | ||||
| H6/f6 | H8/h7 |
ПРИЛОЖЕНИЕ 2
Допуски и отклонения калибров
| Ква- | Обозначение | Интервалы размеров, мм | ||||
| ли- | размеров и | Св.18 до 30 | Св.30 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 |
| теты | допусков | размеры и допуски, мкм | ||||
| Z | 2,5 | 2,5 | ||||
| Y | 1,5 | |||||
| Z1 | 3,5 | |||||
| Y1 | ||||||
| H, Hs | 2,5 | 2,5 | ||||
| H1 | ||||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | ||
| Z, Z1 | 3,5 | |||||
| Y, Y1 | ||||||
| H, H1 | ||||||
| Hs | 2.5 | 2,5 | ||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | ||
| Z, Z1 | ||||||
| Y, Y1 | ||||||
| H | ||||||
| H1 | ||||||
| Hs, Hp | 2,5 | 2,5 |
Приложение 3
Расчетно-практической работы № 1
4. Определение допуска посадки (TS)
| № варианта | Ответ (TS) |
| 0,034 | |
| 0,041 | |
| 0,032 | |
| 0,064 | |
| 0,038 | |
| 0,076 | |
| 0,037 | |
| 0,049 | |
| 0,07 | |
| 0,049 | |
| 0,089 | |
| 0,05 | |
| 0,073 | |
| 0,08 | |
| 0,05 | |
| 0,034 | |
| 0,034 | |
| 0,041 | |
| 0,032 | |
| 0,035 | |
| 0,038 | |
| 0,089 | |
| 0,057 | |
| 0,044 | |
| 0,057 | |
| 0,065 | |
| 0,05 | |
| 0,06 | |
| 0,05 | |
| 0,103 |


Содержание
1. Общие положения 3
3. Содержание работы 3
4. Материальное обеспечение 3
5. Организация работы 3
6. Пример расчета 14
Подписано к печати Объем 1,25 п. л.
Формат 60 ´ 84 / 16 Заказ
Печать плоская Бесплатно
Кафедра СХ и ММ, ТГСХА, 625000, Тюмень, Республики 7
Большая Энциклопедия Нефти и Газа
Исполнительные размеры калибров должны быть изготовлены с высокой точностью. Для этого стандартами установлены специальные допуски для изготовления калибров. [17]
Исполнительным размером калибра называется размер, проставленный на его чертеже. В качестве исполнительного размера скобы берется наименьший предельный размер ее с положительным отклонением; в качестве исполнительного размера пробки и контрольного калибра берется наибольший предельный размер ее с отрицательным отклонением. [18]
Расчет исполнительных размеров калибров производится в следующей последовательности. [19]
При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для калибров-пробок, располагая поле допуска на изготовление по принципу экономии металла. [22]
При расчете исполнительных размеров калибров ( размеров, проставляемых на чертежах) следует учитывать принцип одностороннего расположения поля допуска основной детали. [23]
При расчете исполнительных размеров калибров учитываются следующие обстоятельства. [24]
Схема расчета исполнительных размеров калибров для контроля соосности цилиндрических поверхностей наиболее проста. [25]
Приведенные в таблицах исполнительные размеры калибров для проверки метрической и трапецеидальной резьб разных диаметров, но с одинаковым шагом удалось сгруппировать так, что подсчитанные исполнительные размеры калибров для этих резьб разнятся между собой только на целые миллиметры, и разность эта равняется разности номинальных диаметров резьб. [27]
Что такое исполнительный размер калибра
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАЛИБРЫ ГЛАДКИЕ ДЛЯ РАЗМЕРОВ до 500 мм
Plain limit gauges for dimensions up to 500 mm.
Required dimensions
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
И.А.Медовой, Г.С.Кудинова, Е.В.Незабытовская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23.12.75 N 3978
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. Проверен в 1990 г. Постановлением Госстандарта СССР N 1360 от 30.05.90 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (июль 1992 г.) с Изменениями N 1, 2, утвержденными в июне 1985 г., сентябре 1987 г. (ИУС 9-85, 1-88)
1. Настоящий стандарт устанавливает исполнительные размеры калибров, рассчитанные по ГОСТ 24853-81 для отверстий и валов с номинальными размерами до 500 мм, с полями допусков от 6 до 17 квалитета по ГОСТ 25347-82.
(Измененная редакция, Изм. N 1).
2. Исполнительные размеры калибров должны определяться по табл.2-111.
— номинальный размер, для которого определяются исполнительные размеры калибров.
Примеры определения исполнительных размеров калибров указаны в приложении
4. Порядок расположения таблиц для определения исполнительных размеров калибров указан в табл.1.
Исполнительные размеры калибров
Наибольший размер проходного нового калибра:
ПР max = D min + Z + H/2 (16)
Наименьший размер проходного нового калибра:
Наименьший размер изношенного проходного калибра-пробки:
Наибольший размер изношенного проходного калибра-скобы:
ПР изн = d max + Y1 (21)
Наибольший размер непроходного нового калибра:
НЕ max = D max + H/2 (22)
НЕ max = d min + H1/2 (23)
Наименьший размер непроходного нового калибра:
Размеры контрольных калибров:
К-НЕ max = d min + Hp/2 (28)
К-И max = d max + Y1 + Hp/2 (30)
Контрольный калибр К-И проверяет допустимую величину износа рабочей проходной скобы.
Пример выполнения расчетноЙ работы
Для гладкого цилиндрического соединения Н7/h6 номинального диаметра D = 24 мм определяем:
1. Предельные размеры.
3. Наибольший, наименьший и средний зазоры.
5. Исполнительные размеры предельных калибров.
Расположение полей допусков изобразить графически.
1. Определяем предельные размеры.
Посадка 24 H7/h6 является посадкой с зазором в системе отверстия. Поле допуска основного отверстия H7для диаметра 24 мм определяется по табл.1.27 [1]:
Поле допуска вала (6-й квалитет) для диаметра 24 мм определяется по табл.1.28 [1]:
Определим предельные размеры отверстия:
D max = D + ES = 24,000 + 0,021 = 24,021(мм);
D min = D + EI = 24,000 + 0= 24,000 (мм).
Определим предельные размеры вала:
d max = d + es = 24,000 +0 = 24,000 (мм);
d min = d + ei = 24,000 +(-0,013) = 23,987 (мм).
2. Определяем допуски.
Определяем допуск диаметра отверстия:
3. Определяем наибольшие, наименьшие и средние зазоры.
S m = (S max + S min) / 2 = (0,034 + 0) / 2 = 0,017 (мм).
4. Определение допуска посадки.
Определяем допуск в посадке с зазором:
5. Определяем исполнительные размеры предельных калибров.
5.1. Определяем размеры калибров-пробок.
Наибольший размер проходного нового калибра-пробки:
ПР max = D min + Z + H/2 =24,000 + 0,003 + 0,004 / 2 = 24,005 (мм).
Наименьший размер проходного нового калибра-пробки:
Наименьший размер изношенного проходного калибра-пробки:
Наибольший размер непроходного нового калибра-пробки:
НЕ max = D max + H/2 = 24,021 + 0,004 / 2 = 24,023 (мм).
Наименьший размер непроходного нового калибра-пробки:
5.2. Определяем размеры калибров-скоб.
Наибольший размер проходного нового калибра- скобы:
Наименьший размер проходного нового калибра-скобы:
Наибольший размер изношенного проходного калибра-скобы:
ПР изн = d max + Y1 = 24,000 + 0,003 = 24,003 (мм).
Наибольший размер непроходного нового калибра-скобы:
НЕ max = d min + H1/2 = 23,987 + 0,004 / 2 = 23,989 (мм).
Наименьший размер непроходного нового калибра-скобы:
Размеры контрольных калибров:
К-НЕ max = d min + Hp/2 =23,987 + 0,0015/2 = 23,98775(мм).
К-И max = d max + Y1 + Hp/2 = 24,000 + 0,003 + 0,0015/2 = 24,00375(мм).
6. Расположение полей допусков представлено на рис. 9.

Приложение 1
на проведение работы
| Вари- ант | Номинальные размеры, мм | Виды соединений | Вари- ант | Номинальные размеры, мм | Виды соединений |
| H7/k6 | H7/h6 | ||||
| H7/i7 | G6/h7 | ||||
| G6/h6 | H6/h7 | ||||
| K8/h7 | H6/g6 | ||||
| H6/is6 | G6/h7 | ||||
| K7/h8 | H6/f6 | ||||
| H7/k7 | F8/h7 | ||||
| H6/is6 | H7/g6 | ||||
| H7/h7 | Js6/h6 | ||||
| K6/h6 | K6/h7 | ||||
| E8/h7 | M6/h7 | ||||
| H6/f6 | H6/k6 | ||||
| G7/h8 | M6/h7 | ||||
| H7/d7 | H6/is6 | ||||
| H6/f6 | M8/h7 |
Приложение 2
Допуски и отклонения калибров
| Ква- | Обозначение | Интервалы размеров, мм | ||||
| ли- | размеров и | Св.18 до 30 | Св.30 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 |
| теты | допусков | размеры и допуски, мкм | ||||
| Z | 2,5 | 2,5 | ||||
| Y | 1,5 | |||||
| Z1 | 3,5 | |||||
| Y1 | ||||||
| H, Hs | 2,5 | 2,5 | ||||
| H1 | ||||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | ||
| Z, Z1 | 3,5 | |||||
| Y, Y1 | ||||||
| H, H1 | ||||||
| Hs | 2.5 | 2,5 | ||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | ||
| Z, Z1 | ||||||
| Y, Y1 | ||||||
| H | ||||||
| H1 | ||||||
| Hs, Hp | 2,5 | 2,5 |
Задание № 3
«Допуски и посадки подшипников качения»
Система допусков и посадок для подшипников качения
Для радиального однорядного подшипника построить схемы расположения полей допусков с указанием отклонений. Нагружение – циркуляционное. Вал – сплошной.



