Экструзионная головка
Головку относят к инструментам, придающим форму расплаву. Место ее установки — конец материального цилиндра. Конструкция головки устроена так, что полимерный расплав приобретает требуемую форму. Вместе с тем процесс необходимо тщательно контролировать и мониторить, чтобы проточный канал перешел к форме сечения плавно. Расплав, переходя из цилиндра в фильер, минует узкий участок, способствующий повышению давления в цилиндре.
Устройство
Экструзионные головки для пластмасс имеют следующее устройство:
— первичная зона — входная зона головки, окончание материального цилиндра;
— участок перехода (распределительный);
— прямолинейный направляющий участок или сопло головки.
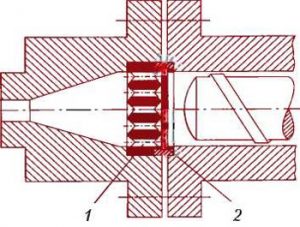
Рис. 1. Экструзионная головка стандартная: 1 — решетка; 2 — сито
Дополнительно поток можно дросселировать при помощи решетки (см. рис.1, позиция 1), а также она подходит для монтажа сита (см. рис.1, позиция 2) проволочного типа. Процесс дросселирования можно поддерживать изменениями параметров между концами шнека и дроссельным винтом. В зоне входа расплав направляется от сечения цилиндра к канальному, контуры которого схожи с очертаниями профиля. На распределительном участке расплав приобретает желаемую форму. Прямолинейный направляющий участок выполняет единственную функцию – плавно направляет и успокаивает поток расплава.
Фильеры для производства труб и профиля
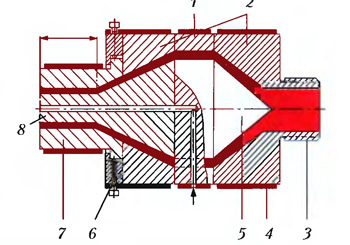
Рис. 2. Дорн экструзионной головки для производства труб: 1 — держатель дорна; 2 — корпус; 3 — крепежный элемент; 4 — нагрева¬тельный элемент; 5 — наконечник дорна;
В процессе производства труб и полых профилей широко применяются экструзионные головки, оснащенные дорнами — вставками в экструзионные головки, которые разбивают расплав, формируя при этом цилиндрический рукав, полый внутри. Дорн надежно зафиксированы в фильерах благодаря крепким держателям. Чтобы потоки, которые разделяются фиксаторами дорна, образовали цилиндр нужного диаметра за фиксатором следует участок сжатия, представляющий собой уменьшение диаметра канала протока. Чтобы обеспечить равномерную толщину стенки трубы, по всему периметру устанавливаются управляемые винты. Калибровка достигается путем подачи сжатого воздуха через отверстие в витке.
Если речь идет о производстве труб из полиэтилена большого диаметра, спиралевидные распределители и фильеры с ситом по своим конструктивным спецификациям и производительности несколько предпочтительнее, чем фильеры с дорнофиксаторами. Алгоритм процесса довольно прост: отсутствие канала сужения способствует уменьшению размеров головки относительно диаметра трубы.
 Полимерные профили, произведенные по экструзионной методике, подразделяются на несколько видов. Наиболее распространенными из них являются:
Полимерные профили, произведенные по экструзионной методике, подразделяются на несколько видов. Наиболее распространенными из них являются:
Существует ряд требований, предъявляемых к конфигурации профиля:
Полые профили также должны отвечать ряду условий:
Если объем производства небольшой, оптимально использование экструзионных головок со сменными фильерами. Могут предусматриваться различные виды вставок, что позволяет использовать сменные фильеры с отверстием, профиль которого аналогичен параметрам изделия. Таким образом можно получить профили всевозможных сложных конфигураций.
Экструзионные головки при изготовлении плоских листов и пленок
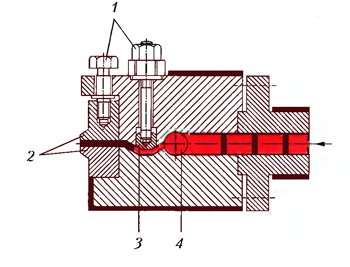
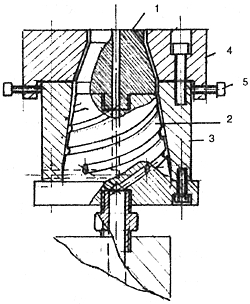
Рис. 3. Плоскощелевая головка: 1 — регулировочные винты; 2 — губки; 3 — упругий элемент дросселя; 4 — распределительный канал
Чтобы изготовить плоские пленки и листы, необходимо применение экструзионных головок, предназначенных для расширения потока в поперечном порядке. Поток может иметь ширину около 3 м.
Проблематичность данного метода оснастки заключается в том, что непросто обеспечить равномерную скорость потока сплава по всему периметру формирующей зоны. В данном случае оптимальным решением становится малогабаритная щелевая экструзионная головка с упругой дроссельной планкой, последняя выравнивает скорость потока.
Применение данной конструкции способствует попаданию расплава, движущегося из экструдерного цилиндра непосредственно в круглый поперечный канал. Далее обозначенный поток проходит по продольному шприцу и благополучно обходит дроссельную планку.
Экструзионные головки для изготовления рукавной пленки
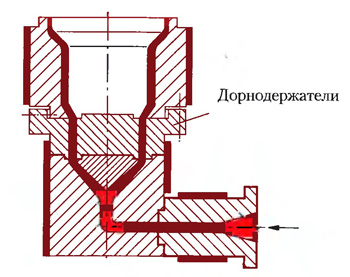
Рис. 4. Угловая головка для получения рукавной пленки с центральной подачей расплава
Формирующие инструменты экструдеров, применяемые для изготовления рукавных пленок, разворачивают полимерный расплав на 90 градусов, направляя его вверх или вниз. В результате расплав раздувается в пленочный рукав. Чтобы изготовить пленку в виде бесшовного рукава, предпочитают использовать угловую экструзионную головку с дорнофиксатором и радиальным обтеканием.
Другая разновидность головок, используемая для раздува рукавных пленок из поливинилхлорида — угловая с центральной подачей расплава. Ее особенность состоит в том, что полимерный поток выводится из экструдера и оказывается развернут переходником, после чего оказывается на самом верху колена. Далее расплав минует держатели дорны и выводится из кольцевидной щели. Для изготовления крупных рукавных пленок были спроектированы специализированные головки, но на практике удачной оказалась лишь одна — головка с центральным выводом потока.
Головки для экструзионной изоляции электрических проводов
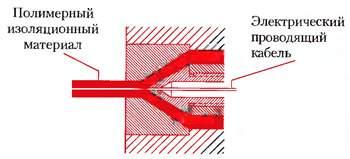
При полимерной облицовке принято использовать экструзионные головки углового типа, протягивающие материал для последующей облицовки. Самым распространенным и наглядным примером подобного производственного процесса служит наложение оболочки на кабель и изоляции — на провода. Первичная изоляция проводов требует применения головок с внутренней облицовкой. Внешняя облицовка эффективно используется для изоляции скрученных проводов.
Конструктивные элементы ПНД/ПВД головок
В прошлой статье мы рассматривали подробности устройства одношнекового экструдера. Теперь пора рассказать о завершающем этапе формования выдувной пленки, который проходит в экструзионной головке.
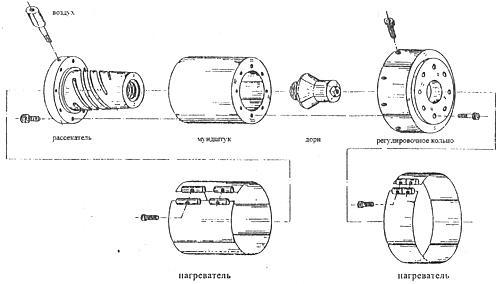
Основные конструктивные элементы головок рассмотрим на примерах головок для производства рукавной пленки.
Любая головка имеет формующий канал, в данном примере кольцевой. Наружная поверхность рукава оформляется деталью, называемой мундштуком 3 (реже используют термины матрица, фильера). Внутренняя поверхность рукава оформляется дорном 1. Мундштук и дорн являются сменными инструментами головки.
Монтажная схема экструзионной головки
Экструзионная головка для экструзии ПЭНД
Экструзионная головка для экструзии ПЭВД
Расплав из экструдера через фильтр (набор сеток на фильере) подается в центральный канал головки 1, соединенный с несколькими расходящимися от него в радиальных направлениях цилиндрическими каналами 2. Из каждого радиального канала расплав попадает в кольцевую щель 4, по периметру которой распределяется коллекторным каналом 6, выполненным в теле дорна 3 по винтовой линии. Длина коллекторов такова, что распределенные по периметру щели осевые потоки от каждого из коллекторов взаимно перекрываются. Совмещаясь (суммируясь) на начальном участке щели 4а, в конце его (т. е. собственно в щели 4) они образуют единый монолитный кольцевой поток.
Как видно, поверхность стыка отдельных потоков ориентирована не радиально, а тангенциально, т.е. не пронизывает насквозь всю толщину стенки выходящего из головки рукава, что является важным преимуществом данной конструкции.
Схема головки с винтовыми коллекторами
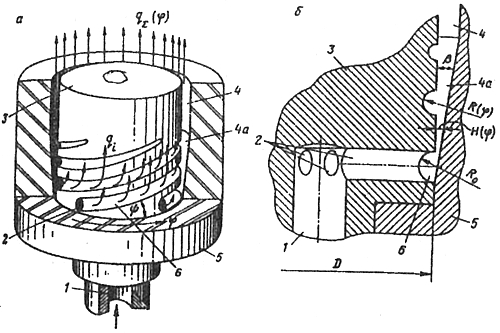
На рисунках представлены экструзионные головки, для производства пленок из ПЭНД и ПЭВД. Очевидно, что основное отличие этих конструкций заключается в том, что при экструзии ПЭНД дорн сужается в направлении выхода рукава из формующего канала, а в случае ПЭВД дорн, соответственно, расширяется.
Регулировка зазора формующего канала обеспечивается шестью и более в зависимости от диаметра головки болтами 5. (Источник: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.)
Формующие инструменты экструдеров (экструзионные головки)
В формующих инструментах осуществляется формование поступающего из экструдера гомогенного расплава: ему придаётся форма соответствующего готового изделия, причём в некоторых случаях окончательное формование и фиксаци формы производится в калибрующих устройствах.
Основные требования к формующему инструменту: обеспечение равномерности подачи расплава полимера к оформляющим каналам (к выходу); исключение нарушения стабильности процесса; равенство скоростей потока по ширине и периметру выходной щели; исключение колебаний температуры, перегрева перерабатываемого материала и т.д.
Для конструирования формующего инструмента необходимо знать реологические свойства перерабатываемого материала.
В зависимости от формы экструдата различают: формующий инструмент с замкнутым формующим контуром поперечного сечения канала (для получения полых профилей, труб, раздувных плёнок, покрытий проводов и кабелей) и с открытым контуром поперечного сечения канала (для получения сплошых профилей, листов, плоских плёнок).
Формующий инструмент первого типа характеризуется наличием специальных элементов (дорнов), которые обтекаются (омываются) расплавом полимера с разделением потоков и их последующим соединением. Это обстоятельство создаёт определённые технические трудности при конструировании формующего инструмена. По способу крепления дорна различают формующий инструмент с неподвижным креплением дорна в специальных дорнодержателях и с креплением дорна без дорнодержателя.

В формующем инструменте первого типа дорн посредством звездообразного дорнодержателя с радиально расположенными рёбрами крепится к корпусу формующего инструмента, а рёбра дорнодержателя рассекают расплав полимера. Такие головки применяются при производстве труб (рис.1), полых профилей и рукавных плёнок (рис.2).

Существуют головки с дорном, который крепится не при помощи дорнодержателя, а с помощью фланцев, расположенных на дорне (рис.3). Такие головки применяюся в производстве рукавных плёнок.

На рис. 4 и 5 представленны головки для нанесения покрытий на кабели или провода и для производства рукавных плёнок. В таких головках дорн крепится к специальному полому стержню, имеющему возможность осевого перемещения. В этих головках происходит боковое питане расплавом, а между дорном и корпусом головки имеется распределительный канал, предназначенный для обеспечения равномерного подвода расплава полимера к оформляющей щели. При этом возникает проблема выравнивания линейных скоростей потока по периметру оформляющей щели.


Для расчёта общего перепада давления применяются следующие формулы:
при последовательном соединении участков каналов

Экструзионные головки различаются по способу крепления к цилиндру экструдера (с помощью фланцев, байонетных затворов и откидных болтов), по расположению оси головки относительно оси червяка (угловые, прямоточные и офсетные) и по типу нагревателей (с нагревателями сопротивления и нагревом жидкими теплоносителями).
Экструдер с дорном




Владельцы патента RU 2450924:
Изобретение относится к оборудованию для производства экструдированных белковых текстуратов из растительного сырья в пищевой промышленности, а также для экструзионной обработки комбикормов на комбикормовых заводах. Техническим результатом заявленного изобретения является повышение качества готового продукта за счет более глубокого термомеханического воздействия. Технический результат достигается экструдером с дорном, который содержит станину, рабочую камеру, шнек с приводом, матрицу и дорн с приводом. При этом на поверхности конусной части шнека выполнены витки как продолжение основных витков шнека. Дорн состоит из конусной и цилиндрической части. На конусной поверхности дорна установлены фигурные лопатки, выполненные по винтовой траектории. Причем каждая фигурная лопатка имеет ступенчатую форму. На цилиндрической части дорна имеются ножи. На внутренней конусной поверхности матрицы выточены ступенчатые цилиндрические вырезы, соответствующие по размерам ступенчатым выступам фигурных лопаток. На конце конусной части дорна установлен винтовой бур, который своей конической частью центруется с помощью отверстия в конусе шнека. 3 ил.
Изобретение относится к оборудованию для производства экструдированных белковых текстуратов из растительного сырья в пищевой промышленности, а также для экструзионной обработки комбикормов на комбикормовых заводах.
Недостатком известной конструкции экструдера является сложность поддержания физико-химических превращений основных компонентов, а также невозможность измельчения продукта до молекулярного уровня, необходимого для лучшей усвояемости организмом компонентов (белков, крахмала, жиров, ферментов и др.).
Технической задачей изобретения является разработка конструкции экструдера с дорном, позволяющей осуществлять операции измельчения до молекулярного уровня и обеспечить повышение качества готового продукта за счет более глубокого термомеханического воздействия.
Поставленная техническая задача изобретения достигается тем, что в экструдере с дорном, включающем станину, рабочую камеру, шнек с приводом, матрицу, дорн с приводом, новым является то, что на поверхности конусной части шнека выполнены витки как продолжение основных витков шнека, дорн состоит из конусной и цилиндрической части, на конусной поверхности дорна установлены фигурные лопатки, выполненные по винтовой траектории, причем каждая фигурная лопатка имеет ступенчатую форму, на цилиндрической части дорна имеются ножи, на внутренней конусной поверхности матрицы выточены ступенчатые цилиндрические вырезы, соответствующие по размерам ступенчатым выступам фигурных лопаток, на конце конусной части дорна установлен винтовой бур, который своей конической частью центруется с помощью отверстия в конусе шнека.
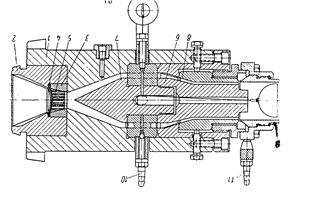
Экструдер с дорном состоит из рабочей камеры 8, загрузочного патрубка 15, шнека 9, мундштука 16 и матрицы 2 (фиг.1 и 2).
Шнек 9 приводится во вращение электродвигателем 10 с помощью редуктора 12, упругих муфт 11 и 13 и подшипникового узла 14. Частота вращения шнека 9 может регулироваться с помощью тиристорного регулятора частоты на электродвигателе 10.
На конусной поверхности шнека 9 выточены витки 3, которые являются продолжением основных витков шнека. Они предотвращают пригорание продукта в матричной зоне.
На рабочей камере 8 установлено кондиционирующее устройство 1, позволяющее поддерживать необходимую температуру камеры 8, создавая при этом оптимальные параметры работы экструдера.
На конусной поверхности дорна имеются фигурные лопатки 5 (фиг.3), выполненные по винтовой траектории. На каждой фигурной лопатке 5 выполнены ступенчатые выступы. На внутренней конусной поверхности матрицы 2 выточены ступенчатые цилиндрические вырезы, соответствующие по размерам ступенчатым выступам фигурных лопаток 5.
На конце конусной части дорна 6 установлен винтовой бур 4, который входит в отверстие на конусной части шнека 9, обеспечивая тем самым центрирование шнека 9 и бура 4.
На цилиндрической части дорна 6 имеются ножи 7, обеспечивающие измельчение текстуратов. Измельченный текстурат попадает в патрубок 22 для отвода готового продукта.
Дорн 6 приводится во вращение мотор-редуктором 20, обеспечивающим плавность регулирования частоты вращения дорна 6. Привод шнека 9 (электродвигатель 10, упругие муфты 11 и 13, редуктор 12 и подшипниковый узел 14), камера 8 и привод дорна 6 (мотор-редуктор 20 и подшипниковый узел 19) смонтированы на станине 21.
Дорн 6 и матрица 2 расположены в камере 18, выполняющей как функцию сбора готового продукта и удаления его через патрубок 22, так и функцию защиты от быстровращающегося дорна 6.
Из вытяжного диффузора 17 камеры 18 отводятся испаряемые водяные пары, образующиеся за счет взрывного испарения влаги из текстурата.
Экструдер с дорном работает следующим образом.
Включается электродвигатель 10, который с помощью редуктора 12, упругих муфт 11 и 13 и подшипникового узла 14 приводит во вращение шнек 9. При этом с помощью тиристорного управления электродвигателя 10 устанавливается требуемая частота вращения шнека 9. Одновременно включается мотор-редуктор 20, который приводит во вращение дорн 6 с помощью подшипникового узла 19.
Питательная ценность любого пищевого продукта определяется его физиологической калорийностью, которая, в свою очередь, связана с усвояемостью белков, жиров, углеводов. Экструзионная технология позволяет количественно и качественно изменять структуру, состав и пищевую ценность белково-крахмального комплекса.
Исходный продукт из загрузочного патрубка 15 поступает в зону загрузки винтового канала шнека 9 и увлекается им за счет разницы сил трения между продуктом и стенками корпуса 8 и винтового канала шнека 9, одновременно постепенно уплотняясь при этом.
В зоне смешивания продукт перемешивается и перемещается витками шнека 9 с целью получения однородной смеси. Далее в зоне гомогенизации происходит уплотнение и измельчение продукта, что вызывает образование расплава экструдата.
В зоне гомогенизации продукт окончательно переходит из твердой фазы в вязкопластичную; здесь происходит плавление в результате преобразования механической энергии рабочих органов экструдера в тепловую энергию и за счет внутреннего трения в самом продукте при автогенном режиме работы экструдера.
На протяжении всего перемещения продукта происходит регулирование температурного режима кондиционирующим устройством 1, которое представляет собой полую трубу, в которую подается теплоноситель с заданной температурой.
Обрабатываемый продукт, находящийся в матричной зоне экструдера, подвергается механическому перемешиванию витков 3 и бура 4, в результате чего исключается возможность образования «мертвой зоны», т.е. прилипания продукта к внутренним стенкам матрицы 2. В зазоре между матрицей 2 и дорном 6 продукт подвергается интенсивному механическому воздействию с помощью фигурных лопаток 5. Ступенчатые выступы фигурных лопаток 5, вращаясь в соосных, соответствующих по размерам ступенчатых цилиндрических вырезах на внутренней конусной поверхности матрицы 2, воздействуют на микроструктуру выходящего текстурата за счет размазывания его по стенкам матрицы. При этом происходит разрыв цепи белковых молекул на более мелкие составляющие (полипептиды и пептиды).
При выходе из матрицы 2 текстурат интенсивно измельчается установленными на цилиндрической части дорна ножами 7. После измельчения продукт попадает в камеру 18, из которой через патрубок 22 отводится измельченный текстурат. Одновременно через вытяжной диффузор 17 камеры 18 отводятся испаряемые водяные пары, образующиеся за счет взрывного испарения влаги из текстурата.
Таким образом, использование изобретения позволяет:
— обеспечить стабильную работу экструдера за счет использования витков на конусной части шнека и бура в дорне;
— повысить качество получаемых белковых текстуратов за счет регулирования термомеханического воздействия на обрабатываемый продукт;
— обеспечить необходимую глубину физико-химических превращений компонентов обрабатываемого продукта за счет регулирования теплоподвода и механического воздействия фигурных лопаток 5.
Экструдер с дорном, содержащий станину, рабочую камеру, шнек с приводом, матрицу и дорн с приводом, отличающийся тем, что на поверхности конусной части шнека выполнены витки как продолжение основных витков шнека, дорн состоит из конусной и цилиндрической части, на конусной поверхности дорна установлены фигурные лопатки, выполненные по винтовой траектории, причем каждая фигурная лопатка имеет ступенчатую форму, на цилиндрической части дорна имеются ножи, на внутренней конусной поверхности матрицы выточены ступенчатые цилиндрические вырезы, соответствующие по размерам ступенчатым выступам фигурных лопаток, на конце конусной части дорна установлен винтовой бур, который своей конической частью центруется с помощью отверстия в конусе шнека.
Формующие инструменты экструдеров (экструзионные и формующие головки)
Формующая головка экструдера представляет собой профилирующий инструмент, через который продавливается расплавленная полимерная композиция, принимающая заданную в сечении форму. Формующие головки бывают прямоточные и угловые, в которых поток расплава поворачивается вверх, вниз или в сторону. По типу выходящего профиля головки подразделяются на: круглые, щелевые, фасонные (профильные).
Формующие головки различают по образующемуся в них давлению: низкого давления – до 4 МПа; среднего давления – от 4 до 10 МПа; высокого давления – более 10 МПа. Часть головки, в которой оформляется профиль изделия, называется матрицей. При производстве трубных профилей внутри матрицы устанавливается дорн.
Для очистки расплава от загрязнений и увеличения давления в цилиндре экструдера в начале формующей головки устанавливает пакет фильтрующих сеток, опирающихся на решетку. Кроме того сетки оказывают влияние на степень гомогенизации и пластикации материала.
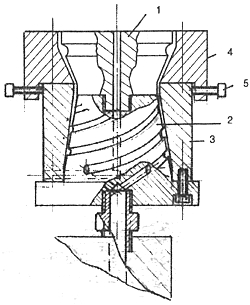
Трубная головка (рис. 5.11). В ней расплав материала, начиная с зоны втулки, поступает во внутреннюю полость корпуса, далее обтекает дорнодержатель и поступает в зазор между наружной поверхностью дорна и внутренней поверхностью матрицы, приобретает форму трубы. Затем поступает в калибрующий цилиндр, предназначенный для калибрования изделия по диаметру и частичного охлаждения. Калибрование трубы производится при помощи воздуха под давлением 0,015÷0,025 МПа через ниппель и систему каналов во внутреннюю полость трубы. Для предупреждения прилипания термопласта к калибрующему цилиндру подается воздух под давлением 0,005÷0,01 МПа.
 | 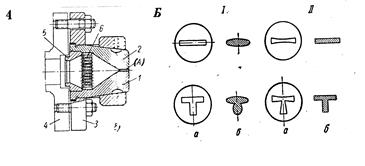 Рис. 5.12. Профильная головка (А): 1 – нижняя половина матрицы; 2 – верхняя половина матрицы; 3 – фланец крепления матрицы; 4 – фланец экструдера; 5 – втулка; 6 – решетка; А – выходное формующие (профилирующее) отверстие Зависимость конфигурации поперечного сечения профильного изделия от формы сечения головки на выходе (Б): Iа ; IIа — формы сечения головок на выходе; Iб ; IIб — формы поперечного сечения изделия Рис. 5.12. Профильная головка (А): 1 – нижняя половина матрицы; 2 – верхняя половина матрицы; 3 – фланец крепления матрицы; 4 – фланец экструдера; 5 – втулка; 6 – решетка; А – выходное формующие (профилирующее) отверстие Зависимость конфигурации поперечного сечения профильного изделия от формы сечения головки на выходе (Б): Iа ; IIа — формы сечения головок на выходе; Iб ; IIб — формы поперечного сечения изделия |
| Рис. 5.11. Трубная головка: 1 – корпус; 2 – стакан; 3 – втулка; 4 – сетка; 5 – решетка; 6 – дорн; 7 – дорнодержатель; 8 – матрица; 9 – калибрующий цилиндр; 10 – ниппель; 11 – регулирующий ниппель |
Профильная головка для фасонных профилей (рис. 5.12).Для изготовления профильных изделий применяют прямоточные головки. В матрицу головки вставлена втулка, за которой по ходу расплава смонтирована решетка. Экструдируемый материал продавливается через выходное отверстие, приобретая профиль требуемых размеров.
Усадочные явления, которые имеют место при экструзии из-за неравномерного распределения скоростей течения массы, искажают форму профиля экструдируемого изделия. Усадочные явления при экструзии особенно заметны у термопластов, имеющих большую усадку, например полиэтилена. У пластифицированного ПВХ это явление мало заметно. Чтобы профиль выходил по всей ширине мундштука одинаковым, сумма сопротивлений перед мундштуком и мундштуке должна иметь одинаковую величину для каждой элементарной струи потока расплава. Выполнение этого условия достигается сужением поперечного сечения потока в средней части и расширением на краях(рис. 5.12Б).
Плоскощелевая головка для листов и пленок (рис 5.13).Для производства листов и пленок из термочувствительных термопластов применяются плоскощелевые головки. Расплав, нагнетаемый червяком, проходит через решетку, буферные каналы и выдавливается через формующую щель. Толщины получаемых листов или пленок регулируются установочными винтами, изменяющих положение подвижной щеки. Для получения двухслойных и многослойных листов и пленок из нескольких видов термопластов применяются специальные головки, работающих одновременно от двух или пяти экструдеров. На рис. 5.14 показана головка для получения двухслойных пленок. Расплав от двух экструдеров поступает соответственно в каналы “A” и “Б”, обтекает дорн и выдавливается через формующую щель “В”.
Кабельная головка. Для производства кабельной продукции и нанесения изоляции на металлические провода применяются угловые головки (рис. 5.15). Головка может быть установлена по отношению к экструдеру под углом 0,5π; π; 1,5 π. Дорнодержатель и дорн имеют осевые отверстия для прохода металлического провода. Покрытие полимерной изоляцией провода осуществляется при выходе его из дорна.
Головки рукавных пленок конструктивно подразделяются на угловые и прямоточные. В угловой головке (рис. 5.16) расплав поступает через входное отверстие корпуса и распределяется вокруг дорна в кольцевом сборном канале “A”. Затем из сборного канала расплава течет по всей окружности через коническую кольцевую щель “Б”. Из нее масса выдавливается через выходную щель. Она образована верхним формующим кольцом и наконечником дорна. Угловые головки имеют конструктивный недостаток – разную длину путей, проходимых частями расплава от конца червяка до различных участков формующего зазора. Для устранения этого недостатка производят калибровку зазора с помощью регулировочных винтов. Это дает возможность осуществлять торможение массы в соответствующих участках формующего зазора. Величина участка кольцевого зазора, расположенного ближе к головке экструдера, устанавливается меньше, чем у дальнего противоположного участка формующего зазора. Сжатый воздух для раздува рукава пленки подается через штуцер.
В прямоточной головке (рис. 5.17) для получения пленки из рукава гомогенизированный расплав из экструдера поступает в полость головки через решетку, предназначенной для фильтрации (очистки) материала и создания дополнительного сопротивления течения.



