Дефектация деталей — это что такое?
Технологический процесс под общим названием «дефектация» (или «дефектовка») представляет собой оценку техсостояния деталей и сопряжений, после чего проводится их сортировка в соответствии с группами годности. При проведении дефектации осуществляется комплексная проверка соответствия сопряжений и деталей техническим требованиям, которые подробно излагаются в ТУ (технических условиях) на ремонт или же в руководствах по выполнению ремонта. В процессе работ осуществляется полный контроль, иными словами, это контроль каждого сопряжения и детали.

Дефектация деталей — процесс многоуровневый, к которому относят также многостадийный и инструментальный методы контроля. С целью последовательного изымания потерявших годность сопряжений и деталей из общего количества используются такие стадии выявления дефектных деталей:
Методы контроля, которые применяются специалистами при дефектации сопряжений и деталей:
Контролю при дефектации подвергаются лишь те сопряжения и детали, которые, согласно техническим условиям эксплуатации изделия, будут подвергаться естественному износу или же высока вероятность их повреждения (выхода из строя).
После проведения контроля сопряжения и детали условно подразделяют на три группы: полностью годные к эксплуатации, подлежащие восстановлению и полностью негодные.
Как правильно писать: дефектация или дефектовка?
Правильное написание слова — дефектовка.
Дефектовка деталей!

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Что такое дефектовка деталей
Тема : Лекция о дефектации деталей и сопряжений.
План:
1.Сущность и основные задачи дефектации.
2. Классификация дефектов типовых деталей.
3. Методы дефектации. Оборудование и инструмент для дефектации.
4.Обнаружение скрытых дефектов.
1.Сущность, задачи и методы дефектации.
Дефектация — это процесс выявления состояния деталей и сопряжений путем сравнения фактических показателей с данными технической документации, где приведены нормальные, допустимые и предельные значения размеров деталей, зазоров и натягов сопряжений, а также отклонения от нормы и от взаимного расположения поверхностей деталей и другие параметры их состояния.
Основная задача дефектовочных работ – не пропустить на сборку детали, ресурс которых исчерпан или меньше планового межремонтного срока, и не выбраковать годные без ремонта детали.
Организация работ по дефектации.
В достаточно крупных и специализированных ремонтных предприятиях для выполнения работ по дефектации создаются специальные участки.

Рис. 1. План размещения оборудования в отделении дефектовки деталей специализированного ремонтного предприятия (годовая программа ремонта 400—500 тракторов):
/ — рольганг; 2 — стол для дефектовки средних и мелких деталей; 3 — стол для дефектовки крупных деталей; 4 — ящик для утиля; 5 — стеллаж; 6 — шкаф для инструмента; 7 — конторский стол; 8 — кран-балка; 9 — стол для комплектования узлов.
Как видно из плана, отделение дефектовки включено в поточную технологическую линию (конвейер). Детали поступают из разборочно-моечного отделения и после дефектации направляются в отделение комплектования.
Рабочие места в отделениях дефектовки, по мере необходимости, оснащаются специальным оборудованием и инструментом. Примерный перечень оборудования приведен в таблице 1.
Таблица 1.Обобрудование участка дефектации.
Тип, чертежная модель
Габаритные размеры в плане, мм
Стол для дефектации деталей
Стол для дефектации металлоизделий (метизов)
Стол монтажный металлический
Шкаф с набором универсаль-ных инструментов
Шкаф для материалов и измерительного инструмента
Подставка для корпусных деталей
Контейнер для выбракованных
Контейнер для выбракован-ных подшипников
Стол для поверочной плиты
Автоматическая справочная установка
Центры универсальные для проверки валов
Стенд для испытания на герметичность головок блоков цилиндров ДВС.
Создание специальных отделений и специализированных рабочих мест позволяет увеличить производительность труда и улучшить качество работы. Пример рабочего места для дефектации крепежных деталей приведен на рисунке 2.

Рис. 2. Столы для дефектовки крепежных деталей
Рабочие места для дефектовки деталей оснащаются набором измерительного инструмента, контрольных приспособлений и приборов.
В мастерских общего назначения (в мастерских аграрных предприятий) годовая программа ремонта (годовой объем ремонтно-технических работ) недостаточен для создания поточных технологических линий. В таких мастерских дефектовка выполняется на тех рабочих местах, где производится ремонт агрегатов или восстановление деталей. При этом, необходимый для дефектации инструмент, приспособления и приборы могут постоянно находиться на данном рабочем месте, например на участках ремонта топливной аппаратуры, электрооборудования, двигателей и т. п., или в инструментальной кладовой, например инструмент, необходимый для дефектовки деталей трансмиссии, ходовой части и других агрегатов, ремонт которых выполняется в ремонтно-монтажном отделении.
В процессе дефектации все детали разделяют на Пять групп и Маркируют их краской Определенного цвета:
— годные, параметры которых находятся в пределах, допускаемых для использования с деталями, бывшими в эксплуатации или новыми;
— годные, параметры которых находятся в пределах,
допускаемых для работы только с новыми деталями;
— утратившие работоспособность, которую можно восстановить в условиях данного предприятия;
— утратившие работоспособность, ремонт и восстановление которых возможны только на специализированных предприятиях;
— те, которые по своему состоянию не могут быть использованы в дальнейшем; их сдают во «Вторчермет».
Методы дефектации Могут быть классифицированы в соответствии со схемой, изображенной на рисунке 3.

Рис. Методы дефектации деталей и сопряжений.
Осмотр — наиболее распространенный метод дефектации для выявления наружных повреждений деталей:
— деформации, трещины, обломы, выкрашивание, прогар;
— отложения, раковины, задиры, царапины, повреждение покрытий, коррозия;
— негерметичность и др.
Осмотр возможен как Невооруженным глазом, так и с помощью Оптических средств: простых и бинокулярных луп, микроскопов.
Простукивание — используется для определения Плотности посадки шпилек, нарушения сплошности (целостности) деталей.
Метод основан на изменении тона звучания детали при нанесении по ней легкого удара молотком.
Звук глухой, дребезжащий – целостность детали нарушена.
Опробование вручную и проверка на ощупь – позволяет определить:
— свободный ход рычагов,
— эластичность резинотехнических деталей,
— наличие местного износа.
Органолептические методы в большинстве случаев не позволяют сделать окончательный вывод о состоянии детали, поскольку имеют Субъективный характер.
Измерение размеров.
Порядок измерения, применяемый инструмент и приспособления, место и число замеров оговаривается в соответствующих технологических картах.
Для выполнения измерений используются универсальные и специальные измерительные инструменты и приспособления, а так же контрольные средства.
Например:

 |


— специальные – штангенрейсмус, штангензубомер (рис. 6), и др.;



 |  |
Калибры для контроля шлицевых соединений.
 |
 |
Калибры для контроля отверстий.
 |
 |
Калибры для контроля валов.
 |  |
Калибры для контроля конусных поверхностей.
 |
Калибры для контроля длин.
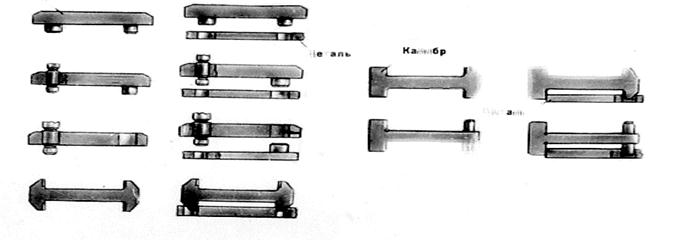 |
Калибры для контроля расположения отверстий.

Рис. Калибры для контроля соосности отверстий.
 |
Рис. Регулируемые калибры-скобы для контроля болтов.
 |
Рис. 15. Использование калибров.
К этим методам относятся люминесцентная и цветная дефектоскопии (метод красок), применяемые для выявления поверхностных трещин в деталях, изготовленных из магнитных и немагнитных материалов.
Магнитная дефектоскопия применяется для обнаружения наружных скрытых дефектов (трещин) в деталях, изготовленных из стали и серого чугуна. Метод основан на появлении магнитного поля рассеивания вокруг дефекта при прохождении магнитно-силовых линий через деталь и концентрации ферромагнитного порошка по краям дефектного участка.
Для намагничивания деталей применяют стационарные и переносные магнитные дефектоскопы (М-217, 77МД-1, 77МД-ЗМ).
 |
Трансформатор. Схема магнитного дефектоскопа.
Ультразвуковая дефектоскопия основана на способности ультра-звуковых колебаний распространяться в материале на большую глубину в виде направленных пучков и отражаться от дефектного участка вследствие разного изменения акустического сопротивления среды. В практике ремонтного производства используются дефектоскопы, работающие по теневому методу и методу отражения.

Рис. Схема ультразвукового дефектоскопа:
1— ультразвуковой генератор; 2 — излучатель; 3 — деталь;
Что такое дефектовка деталей
Дефектация необходима для выявления у деталей эксплуатационных дефектов, возникающих в результате изнашивания, коррозии, усталости материала, а также из-за нарушений режимов эксплуатации.
Усталостные повреждения нарушают сплошность материала, способствуют возникновению микро- и макротрещин, выкрашиванию металла и излому деталей.
Изменения физико-химических свойств материала приводит к нарушению структуры материала, а также уменьшению или увеличению твердости, прочности, коэрцитивной силы ферромагнитных материалов и др.
Нарушение режимов эксплуатации и правил могут приводить к схватыванию трущихся поверхностей, короблению деталей в результате перегрева или деформации под действием механической нагрузки, возникновению трещин, облому фланцев креплений и др.
В процессе ремонта машины проводится 3-х ступенчатая дефектация, завершающаяся оформлением окончательной ведомости дефектов.
При разборке проводится поузловая, а затем и подетальная дефектация.
При подетальной дефектации определяется возможность повторного использования деталей и характер требуемого ремонта.
Степень годности деталей к повторному использованию или восстановлению устанавливают по технологическим картам на дефектацию. В них указаны: краткая техническая характеристика детали (материал, вид термической обработки, твердость, нормальные размеры, отклонение формы и взаимного расположения поверхностей), возможные дефекты и способы их устранения, методы контроля, допустимые без ремонта и предельные размеры. Оценку проводят сравниванием фактических геометрических параметров деталей и других технологических характеристик с допустимыми значениями.
Нормальными называют размеры и др. технические характеристики деталей, соответствующие рабочим чертежам.
Допустимыми называют размеры и другие технические характеристики детали, при которых она может быть поставлена на машину без ремонта и будет удовлетворительно работать в течение предусмотренного межремонтного периода.
Предельными называют выбраковочные размеры и другие характеристики детали.
Часть деталей с размерами, превышающими допустимые для ремонта, могут быть годными в соединении с новыми (запасными частями) или восстановленными. Поэтому в процессе контроля их сортируют на три группы:
1) детали, имеющие износ в пределах допуска и годные для повторного использования без ремонта;
2) детали с износом выше допуска, но пригодные к ремонту;
3) детали с износом выше допуска и непригодные к ремонту.
У деталей обычно контролируются только те параметры, которые могут изменяться в процессе эксплуатации машины. Многие из них имеют несколько дефектов, каждый из которых требует проверки. Для уменьшения трудоемкости дефектации необходимо придерживаться той последовательности контроля, которая указана в технологических картах, где вначале приведены наиболее часто встречающиеся дефекты.
Методы контроля геометрических параметров деталей.
При дефектации используют следующие методы измерения: абсолютный, когда прибор показывает абсолютное значение измеряемого параметра, и относительный – отклонение измеряемого параметра от установленного размера. Искомое значение может отсчитываться непосредственно по прибору (прямой метод) и по результатам измерения другого параметра (косвенный метод). Например, в ротаметре, чтобы установить размер отверстия, надо применять зависимость между зазором и расходом воздуха.
По числу измеряемых параметров методы контроля делятся на дифференциальные и комплексные. При первом измеряют значение каждого параметра, а при втором – суммарную погрешность отдельных геометрических размеров изделия. (Например, определение степени годности подшипников качения по радиальному зазору). Изменение последнего связано с износом беговых дорожек внутреннего и наружного колец, а также элементов качения (шариков, роликов).
Если измерительный элемент прибора непосредственно соприкасается с контролируемой поверхностью, то такой метод называют контактным, а если нет – бесконтактным.
Наиболее часто применяют следующие средства измерения: калибры, универсальный измерительный инструмент и специальные приборы.
Калибры – это бесшкальные измерительные инструменты для контроля отклонений размеров, формы, и взаимного расположения поверхностей деталей без определенного численного значения измеряемого параметра. Наиболее часто используют предельные калибры, ограничивающие предельные размеры деталей и распределяющих их на три группы: годные, подлежащие восстановлению и негодные.
Универсальные инструменты и приборы позволяют находить значение контролируемого параметра в определенном интервале его значений. Обычно применяют следующие измерительные средства: штриховые инструменты с нониусом (штангенциркуль, штангенглубиномер, штангенрейсмус, штангензубомер), микрометрические (микрометры, микронометрический нутрометр, глубиномер), механические приборы (миниметр, индикатор часового типа, рычажная скоба, рычажный микрометр), пневматические приборы давления (манометры) и расхода (ротаметры).
Универсальный измерительный инструмент служит для определения износа резьб (резьбовые микрометры, резьбовые микрометрические нутрометры и др.), а также зубчатых и червячных колес (шагомеры, биениемеры).
При выборе средств измерения необходимо учитывать его метрологические характеристики (цена и интервал деления шкалы, точность отсчета, погрешность и пределы измерения), а также точность изготовления измеряемого элемента детали (поле допуска).
Существуют номограммы для выбора прибора в зависимости от параметров измеряемого элемента детали и значений допуска на изготовление.
Дефекты и методы дефектоскопии.

Методы определения состояния деталей.

Диффузионный метод более чувствителен, чем сорбционный.
Цветная дефектоскопия: дефекты до 0.01мм и глубиной 0.03-0.04мм
Проникающий раствор: 80% керосина +20% скипидара + 15г красителя судан III на 1л раствора.
Далее пропитка 5% раствором кальцинированной соды и протирка.
Абсорбирующее покрытие: 0.6л H2O,
0.4л этилового спирта,



