Дефектация деталей
Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т.е. контроль каждой детали.
Дефектация деталей – это также инструментальный и многостадийный контроль. Для последовательного изъятия невосстанавливаемых деталей из общей массы применяют следующие надлежащие стадии выявления деталей:
В процессе дефектации деталей используются следующие методы контроля:
Только те элементы детали, которые в процессе эксплуатации повреждаются или изнашиваются, подвергаются контролю в процессе дефектации.
Вследствие контроля детали необходимо подразделить на три группы:
Такое распределение деталей по группам годности отнюдь не является устойчивым. Учет их распределения по группам дает возможность прогнозировать благоприятные и неблагоприятные ситуации распределения деталей по группам и объективно оценить качество труда разборщиков и дефектовщиков (специалистов в области дефектовки деталей).
Разрабатывается стратегия дефектации на основе изучения вероятности возникновения дефектов на деталях, учета их взаимосвязи, дающая возможность повысить эффективность и производственную отдачу этого участка:
Результаты сортировки деталей учитываются в дефектовочных ведомостях. Дефектовочные ведомости являются исходным справочным материалом (информацией) для установления или корректирования коэффициентов годности, сменности и восстановления, а их анализ служит исходным положением для принятия решений по планированию работы предприятия, организации материально-технического снабжения и т.д.
Коэффициент годности (Кг) демонстрирует, какая часть деталей одного наименования может быть использована повторно без ремонтного воздействия при ремонте автомобилей (агрегатов).
Коэффициент сменности (Кс) демонстрирует, какая часть деталей одного наименования требует замены при ремонте автомобилей (агрегатов).
Коэффициент восстановления (Кв) характеризует часть деталей одного наименования, которые следует восстанавливать.
Обработка информации, отраженной в дефектовочных ведомостях, позволит определить маршрутные коэффициенты восстановления деталей.
Технические требования на дефектацию деталей разрабатываются заводами-изготовителями автомобилей (агрегатов) или научно-исследовательскими организациями, которые ликвидируют неясность и вопросность информации об автомобилях зарубежных производителей.
Из ее рабочего чертежа получают общие сведения о детали, они включают в себя:
При рекомендации способов устранения дефектов опираются на богатый опыт, накопленный отечественными и зарубежными ремонтными предприятиями, и на рекомендации по рациональному их выбору. На основе опыта эксплуатации и ремонта автомобилей (агрегатов), а также специальных научно-исследовательских работ выявляют возможные дефекты детали.
Допустимый размер детали – размер, при котором деталь, установленная при капитальном ремонте в автомобиль (агрегат), отработает до следующего капитального ремонта и ее износ не превысит предельного, т. е. остаточный ресурс у детали остается не меньше межремонтного tМ. Его устанавливают на основе допускаемого износа Идоп. При этом условии допустимый размер будет равен: для вала dдоп = dН — Идоп,
для отверстия dдоп = dН + Идоп,
где dН — диаметр нового вала (отверстия), мм; Идоп — величина допустимого износа вала (отверстия), мм.
Деталь во время ремонта выбраковывают, если ее размер больше (для отверстия) или меньше (для вала) допускаемого.
Для установления величины допустимого износа детали следует знать ее предельный износ. Износ в точке перехода прямолинейного участка изнашивания в криволинейный – зону форсированного износа – называют предельным. Предельный износ Ипр – это такой износ, при котором дальнейшая эксплуатация детали невозможна или нецелесообразна из-за недопустимого снижения экономических или технологических показателей. При износе Ипр размер детали считается предельным, по нему устанавливают предельное состояние детали. Наработка до предельного состояния соответствует сроку службы детали Тпр.
Предельный размер детали определяют на основе экономического и технического критериев. Экономический критерий обусловливается предельным уменьшением экономических показателей, таких как потеря мощности, снижение производительности, увеличение расхода топлива, смазки и т.д., а технический характеризуется резким увеличением темпов изнашивания, которое может привести к аварии.
Дефектация деталей




![]()
![]()
Технологический процесс, который носит название дефектация, служит для оценки технического состояния деталей с последующей их сортировкой на группы годности. В ходе этого процесса производится проверка соответствия деталей техническим требованиям, изложенным в технических условиях на ремонт или в руководствах по ремонту, при этом применяется сплошной контроль, т. е. контроль каждой детали.
Дефектация деталей – это также инструментальный и многостадийный контроль. Для последовательного изъятия невосстанавливаемых деталей из общей массы применяют следующие надлежащие стадии выявления деталей:
В процессе дефектации деталей используются следующие методы контроля:
Только те элементы детали, которые в процессе эксплуатации повреждаются или изнашиваются, подвергаются контролю в процессе дефектации.
Вследствие контроля детали необходимо подразделить на три группы:
1. годные, – характер и износ, которых находятся в пределах, допускаемых техническими условиями (детали этой группы используются без ремонта);
2. подлежащие восстановлению, – дефекты этих деталей могут быть устранены освоенными на ремонтном предприятии способами ремонта;
Такое распределение деталей по группам годности отнюдь не является устойчивым. Учет их распределения по группам дает возможность прогнозировать благоприятные и неблагоприятные ситуации распределения деталей по группам и объективно оценить качество труда разборщиков и дефектовщиков (специалистов в области дефектовки деталей).
Разрабатывается стратегия дефектации на основе изучения вероятности возникновения дефектов на деталях, учета их взаимосвязи, дающая возможность повысить эффективность и производственную отдачу этого участка:
Результаты сортировки деталей учитываются в дефектовочных ведомостях. Дефектовочные ведомости являются исходным справочным материалом (информацией) для установления или корректирования коэффициентов годности, сменности и восстановления, а их анализ служит исходным положением для принятия решений по планированию работы предприятия, организации материально-технического снабжения и т. д.
Коэффициент годности (Кг) демонстрирует, какая часть деталей одного наименования может быть использована повторно без ремонтного воздействия при ремонте автомобилей (агрегатов).
Коэффициент сменности (Кс) демонстрирует, какая часть деталей одного наименования требует замены при ремонте автомобилей (агрегатов).
Коэффициент восстановления (Кв) характеризует часть деталей одного наименования, которые следует восстанавливать.
Обработка информации, отраженной в дефектовочных ведомостях, позволит определить маршрутные коэффициенты восстановления деталей.
Технические требования на дефектацию деталей разрабатываются заводами-изготовителями автомобилей (агрегатов) или научно-исследовательскими организациями, которые ликвидируют неясность и вопросность информации об автомобилях зарубежных производителей.

Из ее рабочего чертежа получают общие сведения о детали, они включают в себя:
При рекомендации способов устранения дефектов опираются на богатый опыт, накопленный отечественными и зарубежными ремонтными предприятиями, и на рекомендации по рациональному их выбору. На основе опыта эксплуатации и ремонта автомобилей (агрегатов), а также специальных научно-исследовательских работ выявляют возможные дефекты детали.
Деталь во время ремонта выбраковывают, если ее размер больше (для отверстия) или меньше (для вала) допускаемого.
Для установления величины допустимого износа детали следует знать ее предельный износ. Износ в точке перехода прямолинейного участка изнашивания в криволинейный – зону форсированного износа – называют предельным. Предельный износ Ипр – это такой износ, при котором дальнейшая эксплуатация детали невозможна или нецелесообразна из-за недопустимого снижения экономических или технологических показателей. При износе Ипр размер детали считается предельным, по нему устанавливают предельное состояние детали. Наработка до предельного состояния соответствует сроку службы детали Тпр.
Предельный размер детали определяют на основе экономического и технического критериев. Экономический критерий обусловливается предельным уменьшением экономических показателей, таких как потеря мощности, снижение производительности, увеличение расхода топлива, смазки и т.д., а технический характеризуется резким увеличением темпов изнашивания, которое может привести к аварии.
56) Технологические процессы нанесения гальванических покрытий различаются между собой, это ведет к необходимости применения разнообразных типов оборудования. Ассортимент используемых в гальванотехнике устройств очень широк, поэтому ниже будут коротко орисаны лишь электролизеры и некоторые другие устройства. [1]
Технологический процесс нанесения гальванических покрытий на детали включает следующие операции: предварительную механическую обработку поверхностей, подлежащих наращиванию; очистку деталей от окислов и предварительное обезжиривание; монтаж деталей на подвесное приспособление; изоляцию поверхностей, не подлежащих покрытию; окончательное обезжиривание деталей; анодную обработку ( декапирование) нанесение покрытия; нейтрализацию остатков электролита на деталях; промывку деталей в холодной и горячей воде; демонтаж деталей с подвески и удаление изоляции; сушку деталей; термическую обработку ( при необходимости); механическую обработку деталей до требуемого размера. [2]
 | Установка для гальванического наращивания металлического слоя. |
Технологический процесс нанесения гальванических покрытий состоит из следующих основных операций: подготовки поверхности к нанесению покрытия; нанесения покрытия; обработки изделия после нанесения покрытия. [3]
Технологические процессы нанесения защитных и защитно-декоративных гальванических покрытийслагаются из ряда последовательных операций. Эти операции можно разделить на три группы: подготовительные, нанесения покрытий и заключительные. [4]
При осуществлении технологического процесса нанесения гальванических покрытий избегают применять растворы с повышенной температурой ( выше 60 С) и электролиты, дающие осадки с высокими внутренними напряжениями или осадки, требующие механического полирования, не используют агрессивные кислые или щелочные электролиты. [6]
При осуществлении технологических процессов нанесения гальванических покрытий стараются не применять растворы с повышенной температурой ( выше 60 С), сильно кислые или щелочные электролиты и электролиты, дающие напряженные осадки или осадки, требующие механического глянцевания. Сушку деталей после нанесения покрытий обычно производят при температуре, не превышающей 60 С. [7]
При длительных разработках технологических процессов нанесения гальванических покрытий ( более двух лет) и различном распределении капиталовложений по периодам в расчете экономической эффективности следует учитывать фактор времени. [9]
Кроме основных операций в технологический процесс нанесения гальванических покрытий входят и вспомогательные операции, например промывка и сушка. [10]
Технологию нанесения гальванопокрытий диэлектриков применяют и в гальванопластике для получения и размножения пресс-форм, инструмента и других изделий, изготовление которых другими способами неэкономично, нецелесообразно или вообще невозможно. Для осуществления технологических процессов нанесения гальванических покрытий не требуется дорогое и дефицитное оборудование. [11]
57)Назначение
Моечная машина для подшипников качения является специализированным технологическим оборудованием. Процесс мойки включает в себя: мойку в моющем растворе, ополаскивание в чистой воде, и обдувку воздухом.
Моечная машина оснащена пневматическим приводом перемещения подшипников качения и блокировочными устройствами, обеспечивающими безопасность работы. Система нагрева моющего раствора работает от электрических нагревателей. Производится постоянный контроль температуры моющего раствора. Для удаления из моющего раствора масляной эмульсии предусмотрено автоматическое устройство.
Возможность исполнения под любой типоразмер.
Преимущества
— позволяет автоматизировать процесс и установить в поточную линию;
— дополнительно обеспечивается ополаскивание в чистой воде и сушка воздухом;
— предусмотрены два режима работы: автоматический и ручной;
— имеется возможность постоянного контроля и поддержания моющего раствора.
Что такое дефектация деталей
Тема : Лекция о дефектации деталей и сопряжений.
План:
1.Сущность и основные задачи дефектации.
2. Классификация дефектов типовых деталей.
3. Методы дефектации. Оборудование и инструмент для дефектации.
4.Обнаружение скрытых дефектов.
1.Сущность, задачи и методы дефектации.
Дефектация — это процесс выявления состояния деталей и сопряжений путем сравнения фактических показателей с данными технической документации, где приведены нормальные, допустимые и предельные значения размеров деталей, зазоров и натягов сопряжений, а также отклонения от нормы и от взаимного расположения поверхностей деталей и другие параметры их состояния.
Основная задача дефектовочных работ – не пропустить на сборку детали, ресурс которых исчерпан или меньше планового межремонтного срока, и не выбраковать годные без ремонта детали.
Организация работ по дефектации.
В достаточно крупных и специализированных ремонтных предприятиях для выполнения работ по дефектации создаются специальные участки.

Рис. 1. План размещения оборудования в отделении дефектовки деталей специализированного ремонтного предприятия (годовая программа ремонта 400—500 тракторов):
/ — рольганг; 2 — стол для дефектовки средних и мелких деталей; 3 — стол для дефектовки крупных деталей; 4 — ящик для утиля; 5 — стеллаж; 6 — шкаф для инструмента; 7 — конторский стол; 8 — кран-балка; 9 — стол для комплектования узлов.
Как видно из плана, отделение дефектовки включено в поточную технологическую линию (конвейер). Детали поступают из разборочно-моечного отделения и после дефектации направляются в отделение комплектования.
Рабочие места в отделениях дефектовки, по мере необходимости, оснащаются специальным оборудованием и инструментом. Примерный перечень оборудования приведен в таблице 1.
Таблица 1.Обобрудование участка дефектации.
Тип, чертежная модель
Габаритные размеры в плане, мм
Стол для дефектации деталей
Стол для дефектации металлоизделий (метизов)
Стол монтажный металлический
Шкаф с набором универсаль-ных инструментов
Шкаф для материалов и измерительного инструмента
Подставка для корпусных деталей
Контейнер для выбракованных
Контейнер для выбракован-ных подшипников
Стол для поверочной плиты
Автоматическая справочная установка
Центры универсальные для проверки валов
Стенд для испытания на герметичность головок блоков цилиндров ДВС.
Создание специальных отделений и специализированных рабочих мест позволяет увеличить производительность труда и улучшить качество работы. Пример рабочего места для дефектации крепежных деталей приведен на рисунке 2.

Рис. 2. Столы для дефектовки крепежных деталей
Рабочие места для дефектовки деталей оснащаются набором измерительного инструмента, контрольных приспособлений и приборов.
В мастерских общего назначения (в мастерских аграрных предприятий) годовая программа ремонта (годовой объем ремонтно-технических работ) недостаточен для создания поточных технологических линий. В таких мастерских дефектовка выполняется на тех рабочих местах, где производится ремонт агрегатов или восстановление деталей. При этом, необходимый для дефектации инструмент, приспособления и приборы могут постоянно находиться на данном рабочем месте, например на участках ремонта топливной аппаратуры, электрооборудования, двигателей и т. п., или в инструментальной кладовой, например инструмент, необходимый для дефектовки деталей трансмиссии, ходовой части и других агрегатов, ремонт которых выполняется в ремонтно-монтажном отделении.
В процессе дефектации все детали разделяют на Пять групп и Маркируют их краской Определенного цвета:
— годные, параметры которых находятся в пределах, допускаемых для использования с деталями, бывшими в эксплуатации или новыми;
— годные, параметры которых находятся в пределах,
допускаемых для работы только с новыми деталями;
— утратившие работоспособность, которую можно восстановить в условиях данного предприятия;
— утратившие работоспособность, ремонт и восстановление которых возможны только на специализированных предприятиях;
— те, которые по своему состоянию не могут быть использованы в дальнейшем; их сдают во «Вторчермет».
Методы дефектации Могут быть классифицированы в соответствии со схемой, изображенной на рисунке 3.

Рис. Методы дефектации деталей и сопряжений.
Осмотр — наиболее распространенный метод дефектации для выявления наружных повреждений деталей:
— деформации, трещины, обломы, выкрашивание, прогар;
— отложения, раковины, задиры, царапины, повреждение покрытий, коррозия;
— негерметичность и др.
Осмотр возможен как Невооруженным глазом, так и с помощью Оптических средств: простых и бинокулярных луп, микроскопов.
Простукивание — используется для определения Плотности посадки шпилек, нарушения сплошности (целостности) деталей.
Метод основан на изменении тона звучания детали при нанесении по ней легкого удара молотком.
Звук глухой, дребезжащий – целостность детали нарушена.
Опробование вручную и проверка на ощупь – позволяет определить:
— свободный ход рычагов,
— эластичность резинотехнических деталей,
— наличие местного износа.
Органолептические методы в большинстве случаев не позволяют сделать окончательный вывод о состоянии детали, поскольку имеют Субъективный характер.
Измерение размеров.
Порядок измерения, применяемый инструмент и приспособления, место и число замеров оговаривается в соответствующих технологических картах.
Для выполнения измерений используются универсальные и специальные измерительные инструменты и приспособления, а так же контрольные средства.
Например:

 |


— специальные – штангенрейсмус, штангензубомер (рис. 6), и др.;



 |  |
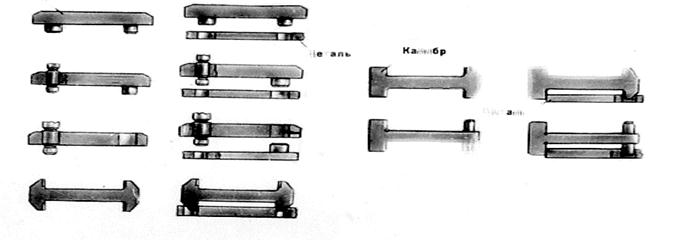
Калибры для контроля шлицевых соединений.
 |
 |
Калибры для контроля отверстий.
 |
 |
Калибры для контроля валов.
 |  |
Калибры для контроля конусных поверхностей.
 |
Калибры для контроля длин.
 |
Калибры для контроля расположения отверстий.

Рис. Калибры для контроля соосности отверстий.
 |
Рис. Регулируемые калибры-скобы для контроля болтов.
 |
Рис. 15. Использование калибров.
К этим методам относятся люминесцентная и цветная дефектоскопии (метод красок), применяемые для выявления поверхностных трещин в деталях, изготовленных из магнитных и немагнитных материалов.
Магнитная дефектоскопия применяется для обнаружения наружных скрытых дефектов (трещин) в деталях, изготовленных из стали и серого чугуна. Метод основан на появлении магнитного поля рассеивания вокруг дефекта при прохождении магнитно-силовых линий через деталь и концентрации ферромагнитного порошка по краям дефектного участка.
Для намагничивания деталей применяют стационарные и переносные магнитные дефектоскопы (М-217, 77МД-1, 77МД-ЗМ).
 |
Трансформатор. Схема магнитного дефектоскопа.
Ультразвуковая дефектоскопия основана на способности ультра-звуковых колебаний распространяться в материале на большую глубину в виде направленных пучков и отражаться от дефектного участка вследствие разного изменения акустического сопротивления среды. В практике ремонтного производства используются дефектоскопы, работающие по теневому методу и методу отражения.

Рис. Схема ультразвукового дефектоскопа:
1— ультразвуковой генератор; 2 — излучатель; 3 — деталь;



